
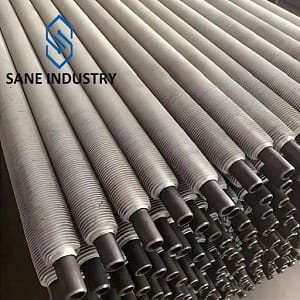
Boiler Finned Tube
Industrial Boiler Finned Tube for Reliable Heat Recovery
Boilers run on heat transfer efficiency — and the finned tubes inside the economizer, superheater, or waste heat recovery section largely determine how much fuel you burn for every ton of steam produced. A poorly bonded fin or an incorrectly matched tube geometry does not just reduce output; it drives up operating costs every single day the boiler fires.
At SANE Industry, we manufacture boiler finned tubes specifically for the conditions inside industrial and utility boilers: sustained high temperatures, thermal cycling during startup and shutdown, and exposure to aggressive flue gas. Our production covers high frequency welded fin tubes for economizer banks, H type finned tubes for waste heat recovery, studded tubes for radiant and convective sections, and longitudinal fin tubes for superheater and reheater applications.

ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
Why the Boiler Finned Tube Matters More Than Most Operators Realize
Inside every modern industrial boiler, whether it produces steam for a turbine, process heat for a refinery, or hot water for a district heating network, there are banks of finned tubes doing the critical work of heat recovery. An economizer, for example, uses boiler fin tube bundles to capture waste heat from the flue gas before it exits the stack. The more effectively those tubes transfer that heat back into the feedwater, the less fuel the burner consumes to reach operating pressure.
The challenge is that conditions on the flue gas side are punishing. Temperatures at the economizer inlet can exceed 400°C. The gas carries fly ash, sulfur compounds, and moisture that combine into a corrosive, erosive flow. Finned tubes for steam boilers must maintain their bond integrity and thermal performance through thousands of heating and cooling cycles over a service life that can span decades.
At SANE Industry, we manufacture boiler finned tubes in four configurations, each matched to a specific section of the boiler or type of fuel being burned. High‑frequency welded fin tubes serve as the backbone of economizer and heat recovery banks. H‑type finned tubes handle large‑volume waste heat boilers where soot blowing and ash accumulation must be managed. Studded tubes withstand the intense radiant heat of furnace zones and high‑temperature convective sections. Longitudinal fin tubes find their place in superheater and reheater bundles where gas flow direction and compact envelope dimensions matter. Choosing the right industrial boiler finned tube for each position is what we help customers do every week.
Types of Boiler Finned Tubes We Manufacture
Description:
When a customer orders finned tubes for steam boilers without specifying a configuration, HFW is what we quote unless the duty dictates otherwise. This boiler fin tube is made by feeding a continuous steel fin strip onto a rotating base tube while high‑frequency current heats the interface to forging temperature. Pressure rolls complete a metallurgical bond — no filler metal, no flux, just a fused joint that we verify each shift by sectioning a sample tube and inspecting the weld under magnification.
Key Features:
- Metallurgical bond that exceeds the base tube strength
- The welding rate can reach 95%
- Fast, repeatable production for large boiler banks
- Handles continuous economizer duty up to 600°C
Best For:
Boiler economizers and heat recovery steam generators (HRSG) firing natural gas or light oil, large‑volume orders where cost per meter and bond reliability are equally important
Our Production Capacity:
We have total four HFW boiler fin tube production lines. Monthly production capacity of 1,500 tons.
High Frequency Welded Boiler Finned Tube Technical Specifications Table
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
16 to 350 mm |
Base Tube Wall Thickness |
2 to 30 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (A179, A192, A210, etc.), stainless steel (304/316L, etc.), alloy steel |
Fin Pitch |
39 to 277 FPM |
Fin Height |
8 to 35 mm |
Fin Thickness |
0.5 to 3 mm |
Fin Material |
Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni |
Fin Type |
Solid or serrated |
Description:
H‑type finned tubes, sometimes called double‑H fin tubes, solve a specific problem in industrial boiler finned tube design: ash accumulation. In a waste heat boiler recovering heat from cement kilns, steel mill furnaces, or biomass combustion, the flue gas carries sticky particulate that would quickly plug the narrow gaps between conventional helical fins. Once a gap bridges with ash, the heat transfer in that section drops and the gas‑side pressure drop rises — both of which eat into boiler efficiency.
We manufacture H‑type boiler fin tubes by welding two rectangular steel fin plates to opposite sides of the base tube, forming an H‑shaped profile when viewed in cross section. The wide, open channels between the fin plates allow flue gas to flow with minimal resistance, and — critically — allow soot blowers and ash handling systems to clean the tube surface effectively. The generous spacing means that even when some ash does accumulate, it does not bridge the gap.
Key Features:
- Open‑channel geometry prevents ash bridging
- Variable pitch capability along the tube length
- Built‑in structural stiffness for long spans
- Proven in the toughest waste heat environments
Best For:
Waste heat boilers downstream of cement kilns, steel furnaces, and biomass combustion, coal‑fired industrial boiler finned tube economizers with soot blower systems, applications where ash accumulation and cleanability determine maintenance intervals
Our Production Capacity:
We have total six H‑type boiler fin tube production lines. Monthly production capacity of 1,200 tons.
H‑Type Boiler Finned Tube Technical Specifications Table
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
25 to 73 mm |
Base Tube Wall Thickness |
2 to 12 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (A179, A192, A210, etc.), stainless steel (304/316L, etc.), alloy steel |
Fin Pitch |
30 to 117 FPM |
Fin Height |
15 to 45 mm |
Fin Thickness |
1.5 to 4 mm |
Fin Material |
Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni |
Fin Type |
H or HH |
Description:
Studded tubes, sometimes called studded fin tubes or nail‑studded tubes, look different from any other boiler fin tube. Instead of a continuous fin strip or plate, the external surface of the tube is covered with an array of cylindrical steel studs, resistance‑welded directly to the tube wall in a regular pattern. The result is a massive increase in surface area — achieved through hundreds or thousands of individual weld points, each one a solid metallurgical bond.
We run studded boiler finned tubes primarily for the radiant and high‑temperature convective sections of process heaters and fired boilers. In these zones, the tube sees direct flame impingement or gas temperatures well above 600°C. A continuous helical fin would warp or burn through under those conditions; individual studs can absorb and dissipate the heat without structural failure. At SANE Industry, each stud is welded using a controlled‑current resistance welding process, and we test a statistically significant sample for pull‑out strength during every production run.
Key Features:
- Individual resistance‑welded studs create thousands of independent bonds
- Withstands direct flame impingement and gas temperatures above 700°C
- Exceptional thermal shock resistance
- Fully customizable stud pattern
Best For:
Radiant sections of fired boilers and process heaters, high‑temperature convective sections where flue gas exceeds 600°C, industrial boiler fin tube applications where other fin types would fail from thermal stress
Our Production Capacity:
We have total four studded boiler fin tube production lines. Monthly production capacity of 5,000,000 studs.
Studded Boiler Finned Tube Technical Specifications Table
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
25 to 350 mm |
Base Tube Wall Thickness |
3 to 25 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (A179, A192, A210, etc.), stainless steel (304/316L, etc.), alloy steel |
Stud Pitch |
10 to 35 mm |
Stud Height |
8 to 50 mm |
Stud Diameter |
6 to 15 mm |
Stud Material |
Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni |
Fin Type |
Cylindrical, elliptical, lens type |
Description:
Longitudinal finned tubes for industrial boilers are fundamentally different in geometry from all the types discussed above. Instead of fins arranged circumferentially or as discrete studs, the fins run parallel to the tube axis. This creates straight, uninterrupted channels along the length of the tube that guide the flue gas in a controlled flow path.
We manufacture longitudinal boiler finned tubes by welding fin strips along the length of the base tube. The fin strip is first formed into a U-shaped channel, such that each leg of the U will form a fin. The channels are welded in pairs, diametrically opposed – therefore the number of fins specified must always be a multiple of four.
Key Features:
- Fins run parallel to tube axis for controlled gas flow
- Compact bundle geometry
- Available in high‑alloy and nickel grades
- Straight fin profile simplifies outage cleaning
Best For:
Superheater and reheater sections where gas flow direction must be controlled, compact boiler designs with limited tube bundle space, waste‑to‑energy and chemical recovery boilers with corrosive flue gas
Our Production Capacity:
We have total two longitudinal boiler fin tube production lines. Monthly production capacity of 50 tons.
Longitudinal Boiler Finned Tube Technical Specifications Table
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
16 to 350 mm |
Base Tube Wall Thickness |
2.11 to 25.4 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (A179, A192, A210, etc.), stainless steel (304/316L, etc.), alloy steel, copper(C11000, C12200, C44300, C68700, etc.) |
Fin Pitch |
2U to 60U |
Fin Height |
5 to 31.75 mm |
Fin Thickness |
0.5 to 1.5 mm |
Fin Material |
Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni, copper |
Fin Type |
U |
Other Finned Tube Products You May Need


Where SANE Industry's Boiler Finned Tubes Are in Service
Our boiler fin tubes are installed in below industries and equipments:
Petrochemical & Chemical
Boiler fin tube bundles for process heating and waste heat recovery
Power Generation
Utility boiler economizers, HRSG finned tubes for combined‑cycle plants
Industrial Manufacturing
Industrial boiler finned tube banks for process steam and hot water
Oil & Gas
Steam boiler finned tubes for EOR (enhanced oil recovery) and refinery processes
Waste to Energy
Studded and H‑type boiler fin tubes for corrosive flue gas environments
Steel & Cement
H‑type boiler finned tubes recovering heat from kiln and furnace exhaust
Our boiler finned tubes are installed in facilities ranging from small industrial packaged boilers to large utility‑scale supercritical units. The operating conditions vary enormously — from the relatively clean gas of a natural‑gas‑fired package boiler to the fly‑ash‑heavy exhaust of a lignite‑fired utility plant. We assess each project individually to recommend the fin type and material combination that will deliver the longest service life under your specific operating conditions.
How to Select the Right Boiler Finned Tube for Your Installation
Step 1: Define the Boiler Section and Duty
Before we recommend the finned tube type, we need to know the following information:
- Where in the boiler will the tube operate? Economizer? Superheater? Radiant section?
- Flue gas temperature range (inlet and outlet)
- Tube‑side fluid (feedwater, saturated steam, superheated steam)
- Design pressure (tube‑side and shell‑side)
- Fuel type and its typical ash characteristics
Step 2: Assess the Flue Gas Environment
- Natural gas firing → relatively clean, standard carbon steel fins usually adequate
- Coal/biomass firing → abrasive fly ash, may need thicker fins or H‑type configuration
- Waste heat from process → corrosive gases possible, consider stainless or alloy steels
- Is soot blowing or mechanical cleaning part of the maintenance cycle?
Step 3: Match Fin Type to Boiler Location
- Economizer → HFW boiler finned tube is the standard, cost‑effective choice
- Waste heat boiler with ash → H‑type boiler fin tube for fouling resistance and cleanability
- Radiant or high‑temperature convective → Studded boiler fin tube handles direct flame and thermal shock
- Superheater / reheater → Longitudinal boiler fin tube for controlled flow and compact design
Step 4: Confirm Material and Geometry
- Base tube material rated for tube‑side pressure and temperature per ASME code
- Fin material compatible with flue gas chemistry (carbon steel, stainless, or alloy)
- Fin height, pitch, and thickness optimized for heat duty and gas velocity
- We work with your thermal design data to finalize the specification before quoting
We know that comparing fin types across separate data sheets is time‑consuming when you are trying to finalize a boiler retubing specification. The table below brings all four boiler finned tube options into a single view, so you can weigh the pros and cons horizontally and make a faster, better‑informed decision.
Comparison Table of Boiler Finned Tubes
| Type | Bond Method | Max. Temp. | Cost Level | Pros | Cons | Best Boiler Application |
|---|---|---|---|---|---|---|
High Frequency Welded Boiler Fin Tube |
HF welding |
600℃ |
Moderate |
Highest bond strength of all boiler fin types; fast, economical production for large economizer banks |
Not designed for heavy ash or particulate-laden flue gas; not recommended for temperatures above 600°C |
Economizers, HRSG, clean‑fired industrial boiler finned tubes |
H‑Type Boiler Fin Tube |
Fillet weld on two sides |
600℃ |
High |
Open‑channel design prevents ash bridging; soot blower friendly; variable pitch possible along tube length |
Higher per‑meter cost than HFW; not suitable for tight tube pitches |
Waste heat boilers, coal/biomass‑fired boiler fin tubes, dusty flue gas |
Studded Boiler Fin Tube |
Individual resistance welds |
700°C+ |
High |
Handles the highest temperatures of any boiler fin tube; exceptional thermal shock resistance |
Highest manufacturing cost due to thousands of individual welds; heavier than continuous‑fin tubes |
Radiant furnace walls, superheater/reheater hot sections, severe thermal cycling duty |
Longitudinal Boiler Fin Tube |
Continuous longitudinal weld |
600°C |
High |
Controlled gas flow direction; minimal turbulence and vibration |
Lower surface area gain per meter than helical fins; requires precise gas flow alignment during installation |
Superheaters, reheaters, compact boiler finned tube modules, corrosive flue gas environments |
Why Buyers Source Boiler Finned Tubes from SANE Industry
We manufacture boiler finned tubes as a core product line from our facility in China. Every order is managed with the understanding that these tubes will operate inside a pressure‑bearing system where failure is not an option.
1. Stringent Quality Control
Before production begins, our quality team drafts an Inspection and Test Plan specific to your order. For industrial boiler finned tube destined for a high‑pressure economizer, the ITP includes hold points for weld integrity, fin pitch verification, and straightness measurement. For studded boiler fin tubes going into a radiant section, stud pull‑out testing is added as a mandatory checkpoint. We document every step and can arrange third‑party witness inspection if your project specifications require it.
2. Full Traceability, Start to Finish
We source base tube from approved mills and maintain heat‑number traceability from the raw material through finning, final inspection, and crating. Your shipment arrives with a complete document package — Material Test Certificate to EN 10204 3.1 or 3.2, dimensional inspection reports, and a final data book if specified. The paperwork in your hand matches the tubes in the crate.
3. Engineering Support That Understands Boiler Duty
When you send an inquiry for finned tubes for steam boilers, you are connected to engineers who understand the thermodynamic and mechanical realities of boiler operation. We can discuss the trade‑offs between fin types, material grades, and geometry options in terms that make sense to your project team. And after delivery, the same engineers remain available for installation guidance and field troubleshooting.

Frequently Asked Questions
Q: What types of boiler finned tubes does SANE Industry manufacture, and how do I know which one to choose?
A: We manufacture four types of boiler finned tubes, each engineered for a specific section of the boiler or a particular flue gas environment. High‑frequency welded boiler fin tube is the standard choice for economizers and heat recovery steam generators firing clean fuels like natural gas. H‑type boiler finned tubes are designed for waste heat boilers and coal‑fired or biomass‑fired units where ash accumulation and soot blowing are part of normal operation. Studded boiler fin tubes handle the highest temperatures — radiant furnace zones and convective sections where gas temperatures exceed 600°C. Longitudinal boiler finned tubes are built for superheater and reheater bundles where gas flow direction and compact geometry matter. If you are unsure which type fits your boiler, our engineering team will review your operating data and recommend the right configuration.
Q: What is the difference between HFW boiler fin tubes and H‑type boiler finned tubes
A: The difference comes down to fin geometry and how the tube handles flue gas. HFW boiler fin tube uses a continuous helical fin strip welded around the tube, which maximizes surface area in a compact bundle volume. It works well in economizers firing clean fuels, but the narrow gaps between helical fins can plug if the flue gas carries heavy ash. H‑type industrial boiler finned tube solves that problem by using two rectangular fin plates welded on opposite sides of the tube, creating wide open channels that allow ash to pass through and soot blowers to clean effectively. We steer customers toward H‑type finned tubes for steam boilers firing coal, biomass, or recovering waste heat from dusty industrial processes.
Q: What is the maximum temperature a studded boiler fin tube can handle?
A: Studded boiler finned tubes are our highest‑temperature option. With carbon steel studs on carbon steel base tubes, they handle continuous service up to about 700°C. With alloy or stainless steel studs, we can push that limit higher. The key is the stud attachment method — each stud is individually resistance‑welded to the tube wall, creating a metallurgical bond that we verify with pull‑out testing during every production run. Because the studs are separate elements rather than a continuous fin, they expand and contract independently during boiler startups and shutdowns. That is why studded industrial boiler finned tubes are the only fin type we recommend for radiant furnace zones and the hottest convective sections.
Q: Can SANE Industry match existing boiler finned tubes from an older unit that needs retubing?
A: Yes, we reverse‑engineer existing boiler fin tube geometries frequently. Whether your boiler was built in Europe, North America, or Asia, send us a sample of the existing finned tubes for steam boilers — even a 100 mm cut section is usually enough — or provide a drawing with base tube OD, fin type, fin height, fin pitch, and material grades. Our quality team measures the geometry, identifies the manufacturing method, and confirms we can replicate it exactly. If the original boiler finned tube specification is no longer optimal for your current fuel or operating conditions, we will present upgrade options alongside the exact‑match quote, so you can make an informed decision.
Q: How does SANE Industry ensure the weld quality on boiler finned tubes?
A: Weld quality verification is embedded in our production workflow, not treated as an afterthought. For HFW and H‑type industrial boiler finned tubes, our operators section a sample tube from each shift and examine the weld cross‑section under magnification — we look for full fusion across the fin root with no inclusions or lack‑of‑fusion defects. Studded boiler fin tube production includes statistical pull‑out testing on a sample of studs to confirm every weld exceeds minimum strength requirements. Longitudinal boiler finned tubes are sampled for ultrasonic inspection of the weld seam. Every inspection result is documented and included in the quality dossier that ships with your order.
Q: What lead time should I expect for a boiler finned tube order?
A: Standard HFW boiler fin tube orders in common sizes typically ship from our facility within 15 to 25 days. H‑type boiler finned tubes, studded boiler fin tubes, and longitudinal boiler finned tubes generally require 30 to 45 days because each involves additional manufacturing and inspection steps. If your project is tied to a plant outage or turnaround deadline, tell us upfront — we can often adjust production scheduling to accommodate urgent jobs. Every quotation includes a firm delivery date, not an estimate.
Q: What documentation comes with a shipment of finned tubes for steam boilers from SANE Industry?
A: Every shipment of boiler finned tubes includes a complete documentation package. The core document is the Material Test Certificate to EN 10204 3.1 as standard (3.2 available when third‑party witness testing is required), which provides the chemical composition and mechanical properties of the base tube material traceable to the original mill heat number. We also include dimensional inspection reports covering fin height, fin pitch, fin thickness, and tube straightness. If your project requires a final data book compiling all production and inspection records, we prepare that as part of the order. What you see on paper matches the tubes in the crate — we never supply generic or “typical” certificates.
Q: Can you provide boiler finned tubes in alloy or stainless steel grades for corrosive flue gas?
A: Yes, and this is a growing portion of our production. For industrial boiler finned tube applications where the flue gas contains sulfur compounds, chlorides, or other corrosive constituents — common in waste‑to‑energy plants, chemical recovery boilers, and some biomass units — we manufacture finned tubes for steam boilers in stainless steel grades 304 and 316L, alloy steels T11, T22, and T91, and nickel alloys including Inconel 625 and Incoloy 825. Longitudinal boiler fin tubes are particularly well‑suited to high‑alloy construction for superheater and reheater duty in aggressive gas environments. We source all high‑alloy materials from certified mills with full traceability.
Q: What is the minimum order quantity for boiler finned tubes?
A: We do not enforce a rigid minimum order quantity. For standard HFW boiler fin tube in common economizer sizes, the practical minimum is around 100 meters. H‑type boiler finned tubes, studded tubes, and longitudinal fin tubes involve more tooling setup, so practical minimums typically fall in the 50 to 100 meter range depending on the specific geometry. Emergency retubing jobs and small‑batch orders are a regular part of our workflow — send us your quantity and specification, and we will give you an honest answer on what we can accommodate without inflating the minimum.
Q: Does SANE Industry manufacture longitudinal boiler finned tubes for superheater applications?
A: Yes, longitudinal boiler finned tubes are a standard part of our production. We manufacture them with two or four fins per tube, continuously welded along the tube axis. These are most commonly specified for superheater and reheater bundles where controlling flue gas flow direction is critical and the available bundle envelope is tight. We produce longitudinal finned tubes for industrial boilers in carbon steel, alloy steels, stainless steel, and nickel alloys depending on the temperature and gas chemistry at your installation. If you have a specific superheater or reheater configuration, send us the details and our engineering team will confirm feasibility and recommend material grades.
Request a Quote for Boiler Fin Tubes — Response Within 12 Hours
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
Our engineering team reviews every boiler fin tube inquiry personally. Include your tube dimensions and boiler operating conditions, and we can often return a budgetary estimate the same day.
Additional Resources for Boiler Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes