





High Frequency Welded Serrated Finned Tubes
- Over 15 years of production experience.
- ISO, EN, ASME, ASTM, TÜV, SGS, BV certified.
- Warranty period: 12 months. Free replacement.
- Widely recognized by 100+ clients worldwide.
As a professional high frequency resistance welded spiral serrated finned tube factory, we specialize in manufacturing premium high frequency resistance welded spiral serrated finned tube (also known as notched finned tube or slotted finned tube) with advanced high frequency resistance welding technology. Our hf welded spiral serrated finned tube features an optimized notched fin structure, which breaks the fluid boundary layer and delivers 20-40% higher heat transfer efficiency than solid fin tubes in gas flow applications.
Our hf welded spiral serrated fin tube is fully compliant with ASTM, DIN, EN and ASME standards, with custom material options (carbon steel, stainless steel, alloy steel) and fully customizable specifications for your HVAC, boiler, heat exchanger and waste heat recovery projects.
High Performance Notched & Slotted Spiral Serrated Finned Tube for Enhanced Heat Transfer
What Is High Frequency Welded Serrated Finned Tube?
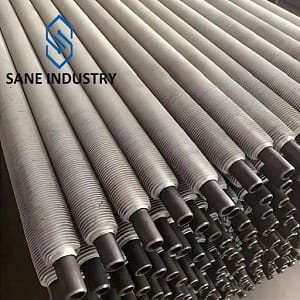
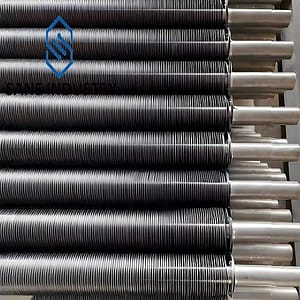
High frequency resistance welded spiral serrated finned tube (also referred to as notched fin tube, slotted finned tube and serrated fin tube) is a high-performance variant of welded finned tube, engineered to deliver superior heat transfer efficiency in clean, low-fouling industrial applications.
Manufactured via advanced high frequency resistance welding (HFRW) technology, our serrated welded fin tube features a continuous, helically wound fin strip with precision-cut notches (serrations) along the outer edge of the fin. These serrations break up the boundary layer of air or gas flowing over the fin surface, disrupting laminar flow and enhancing convective heat transfer – delivering significantly higher thermal performance than an equivalent solid finned tube with the same surface area.
Our spiral serrated welded finned tubes fully comply with international industry standards including ASTM A179, ASTM A106, ASME SA179, ASTM A312, ASME SA213 and EN 10216-2, ensuring consistent quality and reliable performance for global industrial heat transfer projects.
Why Choose Our High Frequency Welded Serrated Finned Tube?
As a professional high-frequency welded fin tube factory with over 15 years of experience, we are a trusted manufacturer of high performance spiral serrated welded finned tube for customers in over 30 countries. Our high frequency resistance welded spiral serrated finned tube offers these key advantages:
20-40% Enhanced Heat Transfer Efficiency
The serrated/notched fin design disrupts the laminar flow boundary layer, creating more turbulence and increasing effective heat transfer area, delivering 20-40% higher efficiency than solid fin tubes in gas flow applications.
Lower Energy & Operating Costs
With higher heat transfer efficiency, our notched finned tube requires a smaller equipment footprint and lower fan power consumption, reducing your initial investment and long-term operating costs significantly.
Reliable Full-Penetration Welding
Our advanced high frequency resistance welding technology ensures complete metallurgical bonding between the serrated fin and base tube, with weld strength higher than the fin material itself, eliminating fin detachment even under vibration and thermal shock.
Wide Material & Customization Flexibility
We offer custom material combinations for our serrated fin tube, including carbon steel, stainless steel and alloy steel. All our slotted finned tubes are fully customizable to match your exact thermal performance and project specifications.
Short Delivery Time
We have total four fully automatic high frequency resistance welding production lines, which enable us to deliver bulk orders of high frequency resistance welded spiral serrated finned tube within 30 days.
Full Quality Control & Certification
All our high frequency resistance welded spiral serrated finned tube is manufactured under the ISO 9001 quality management system, with SGS, TUV, BV certifications, and a full mill test report provided for every batch.
Factory Direct Favorable Price
No middleman markup, we provide cost-effective custom solutions without compromising on quality, ideal for both bulk project orders and small-batch customization.
Better Anti-Fouling Performance
The serrated fin structure promotes fluid turbulence, reducing particle deposition and fouling on the fin surface, ensuring stable thermal performance over time with less frequent cleaning and maintenance.

Our High Frequency Resistance Welded Spiral Serrated Finned Tube Technical Specifications
We manufacture high frequency resistance welded spiral serrated finned tube with strict adherence to international standards, with fully customizable specifications to meet your project needs. Below is our standard production range:
| Base Tube Diameter | 16 to 350 mm | 3/8” to 14” NPS |
| Base Tube Wall Thickness | 2 to 30 mm | 0.08” to 1.18” |
| Base Tube Length | ≤32,000 mm | ≤92 ft |
| Base Tube Material | Carbon Steel (ASTM A106B, EN 10216-2 P235GH, ASTM A179, ASTM A210, ASTM A192, etc.) Alloy Steel (ASTM A335 or ASTM A213 P5, T5, P9, T9, T11, T22, etc.) Stainless Steel (ASTM A213 or ASTM A312 TP304, TP316, TP347, B407 800H/HT, etc.) | |
| Fin Pitch | 39 to 277 FPM | 1 to 7 FPI |
| Fin Height | 8 to 35 mm | 0.31” to 1.38” |
| Fin Thickness | 0.5 to 3 mm | 0.02” to 0.12” |
| Fin Material | Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni | |
| Fin Type | U or V Serrated/notched/slotted | |
All our high frequency resistance welded spiral serrated finned tube and notched fin tube undergo strict inspections and tests before delivery, including eddy current testing, hydraulic pressure testing, dimensional inspection and weld integrity testing, to ensure consistent quality and performance.
High Frequency Resistance Welded Spiral Serrated Finned Tube Applications & Industries
Our high frequency resistance welded spiral serrated finned tube is the preferred choice for gas-side heat transfer applications, with wide welded fin tube applications industries uses across global industrial projects.
Oil & Gas Petrochemical Industry
API Q1 certified for upstream and downstream operations. Core applications: refinery process heat exchangers, natural gas processing coolers, petrochemical fired heaters.
Industrial Cooling Industry
Reduces fan power consumption by up to 30% compared to solid fin tubes. Core applications: air cooled heat exchangers (ACHE), process fluid coolers, compressor aftercoolers.
HVAC & Commercial Heating Industry
Our high frequency welded serrated finned tube delivers 20-40% higher gas-side heat transfer efficiency. Core applications: high frequency welded fin tube radiator, unit heaters, central air conditioning air handling units.
Power Generation & Boiler Industry
Optimized for flue gas heat transfer to reduce fuel consumption. Core applications: boiler economizers, combustion air preheaters, medium-temperature waste heat boilers.
Food & Pharmaceutical Industry
Smooth notched fin surface for easy cleaning and sanitary compliance. Core applications: food drying systems, pasteurization units, pharmaceutical process heat exchangers.
Transportation & Heavy Machinery Industry
Compact lightweight design for space-constrained applications. Core applications: automotive radiators, heavy machinery oil coolers, locomotive engine cooling systems.
Our Manufacturing Process for High Frequency Resistance Welded Spiral Serrated Finned Tube
Our high frequency resistance welded spiral serrated finned tube shares the same robust high frequency resistance welding (HFRW) foundation as our solid fin tube, but incorporates a critical precision serration punching step before welding. This unique process creates evenly spaced segmented fins that disrupt the laminar fluid boundary layer, significantly increasing turbulence and heat transfer coefficient without compromising structural integrity.
Below are key steps of our high frequency welding process:
Step 1: Raw Material Selection & Pre-Treatment
Strictly select ASTM-compliant carbon steel, stainless steel base tubes and fin strips according to approved drawings and technical specifications. Use CNC alloy blade cutters to create uniform V/U-type serrations with ±0.1mm accuracy. All base tubes and fin strips undergo full spectral chemical analysis and dimension check.
Step 2: High Frequency Resistance Welding

A 400kHz high-frequency current is applied through contact electrodes, generating concentrated, localized heat exclusively at the fin-to-tube interface. The mating surfaces are heated to a plastic state, then pressed together by calibrated pressure rollers to form a 100% full-penetration metallurgical bond without any filler metal.
Step 3: Dimensional Inspection

We use precision measuring tools to inspect the outer diameter of the base tube, fin height, fin pitch, serration depth, finned length, tube length, and other key dimensions, ensuring all parameters meet the customer’s customization requirements and international standards.
Step 4: Hydrostatic Pressure Test

We conduct pressure resistance testing (maintaining pressure for 30 minutes at 1.5 times the working pressure without leakage) for all finished serrated fin tubes to ensure the product can operate stably in high pressure environments.
Step 5: Surface Treatment

According to the customer’s application needs, we can perform additional surface treatment on the serrated finned tube. Common treatments include galvanizing (galvanized spiral serrated finned tube) to enhance corrosion resistance in marine or humid environments, and anti-corrosion coating to adapt to harsh chemical environments. All surface treatments meet international standards to ensure long-term service life in harsh operating conditions.
Step 6: Final Packaging

After passing all inspections, the qualified serrated fin tubes are labeled with product information (material, specifications, batch number, inspection date) and packaged with moisture-proof, anti-collision packaging (strong plywood case with steel frame) to avoid damage during transportation. Each batch of products is accompanied by a quality inspection report and material certification to provide customers with complete quality assurance.
Certifications & Compliance for Our High Frequency Welded Serrated Finned Tube
As a leading global manufacturer of high frequency resistance welded spiral serrated finned tubes with over 15 years of industry experience, we understand that strict international certifications and standard compliance are non-negotiable for your HVAC, air cooler and boiler economizer projects. Every batch of our high frequency welded serrated finned tube is manufactured, tested and verified in full alignment with the world’s most stringent industrial standards, with verifiable certification documents and full material traceability.
Our certified notched finned tube and slotted finned tube have been approved for projects in over 30 countries across North America, the European Union, the Middle East, Southeast Asia and Oceania, eliminating your cross-border compliance risks, project approval delays and regulatory liabilities for gas-side heat transfer applications.
- ISO 9001:2015 Certified Manufacturing
- ASTM & ASME Standard Compliance
- EN 10204 3.1/3.2 for Base Tubes
- EN 10204 2.2 for Fin Strips
- Material Test Reports (MTR) available per batch
- Final Data Book available for full traceability
- Third-party inspection reports available by SGS, Bureau Veritas, TÜV, etc.
- Customized compliance documentation support for project-specific requirements

FAQs About High Frequency Welded Serrated Finned Tube
What is the purpose of serrations on finned tubes?
The primary purpose of serrations (notches/slots) on finned tubes is to break up the laminar fluid boundary layer that forms on smooth solid fin surfaces, significantly increasing fluid turbulence and heat transfer efficiency. By disrupting the stagnant air/gas layer adjacent to the fin, serrated fins deliver 20-40% higher heat transfer coefficients than solid fins in low-to-medium velocity gas flow applications. This enhanced performance allows for smaller equipment footprints, lower fan power consumption, and reduced overall system operating costs.
What is the difference between serrated, notched, and slotted finned tubes?
Serrated finned tube, notched finned tube, and slotted finned tube are all terms used to describe the same type of high-efficiency finned tube, with precision cutouts along the edge of the helical fin. These terms are often used interchangeably in the global heat transfer industry, with “serrated fin tube” being the most common term in international markets.
What is the difference between serrated finned tube and solid finned tube?
The core difference lies in fin structure and optimal use cases. Serrated finned tube features evenly spaced notches on the fin edge that disrupt fluid flow, delivering 20-40% higher heat transfer efficiency in gas-side applications. Solid finned tube has a continuous unbroken fin structure, offering superior pressure resistance, vibration resistance, and abrasion resistance for heavy-duty high-pressure high-temperature applications. As a general rule: choose serrated fins for gas flow, choose solid fins for liquid flow or extreme operating conditions. Our engineering team can help you select the optimal type for your project.
What are the advantages of high frequency welded serrated finned tube?
High frequency welded serrated finned tube offers four key advantages over alternative fin tube types: 1) 20-40% higher heat transfer efficiency in gas flow applications, reducing system energy consumption by up to 30%; 2) 100% full-penetration metallurgical bond via HFRW technology, eliminating fin detachment and contact thermal resistance; 3) smaller equipment footprint and lower initial investment cost compared to solid fin tube systems with equivalent heat transfer capacity; 4) better anti-fouling performance, as the serrated structure reduces particle deposition on fin surfaces.
What are high frequency welded serrated finned tubes used for?
Our high frequency welded serrated finned tube is the global industry standard for gas-side heat transfer applications, with wide use across multiple industries. Core applications include HVAC and commercial space heating systems, high frequency welded fin tube radiators and unit heaters, boiler economizers and air preheaters, waste heat recovery systems, high frequency finned tube coolers and air cooled heat exchangers, natural gas compressor aftercoolers, petrochemical refinery process heaters, and food and beverage drying equipment.
What materials are available for high frequency welded serrated finned tube?
We offer a wide range of material combinations for our serrated finned tube to match diverse operating environments. The most commonly used options include carbon steel (ASTM A106 Gr.B, ASTM A179, the most cost-effective choice for general applications) and stainless steel (304, 316L, for corrosive environments). All materials are fully compliant with ASTM and ASME international standards, with verifiable mill test reports provided for every production batch.
What is the maximum working temperature and pressure of serrated finned tube?
The maximum working parameters depend on the base tube and fin material. For standard carbon steel serrated finned tube, the maximum continuous working temperature is 450℃, with a design pressure up to 10MPa. For stainless steel and alloy steel serrated finned tube, the maximum continuous working temperature can reach 900℃, with custom design pressure up to 16MPa for specialized applications. All our products are designed and tested in full compliance with ASME BPVC standards.
How are serrations made on high frequency welded finned tubes?
Our serrated finned tube uses a proprietary pre-weld precision punching process, which is superior to the post-weld machining method used by many competitors. Before welding, we use CNC servo-driven presses to punch evenly spaced notches into the continuous fin strip, leaving a solid base strip for welding. This process preserves the full structural integrity of both the fin and the weld bond, unlike post-weld machining which damages the weld and reduces fin strength. The punched serrated strip is then helically wound and welded onto the base tube using our advanced HFRW process.
Can you customize serrated finned tube with special notch design?
Yes, we offer full customization of serration geometry to optimize heat transfer performance for your specific flow conditions. We provide three standard notch types: U-notch (balanced performance, most common), V-notch (higher turbulence for low-velocity flow), and rectangular notch (maximum heat transfer for clean gas environments). We can also customize notch depth, notch spacing, fin pitch, and fin height to match your exact project requirements. Our engineering team can provide thermal performance calculations to determine the optimal serration design for your system.
What quality testing is performed on your serrated finned tubes?
Every piece of our high frequency welded serrated finned tube undergoes a rigorous quality inspection process before delivery. This includes incoming raw material chemical and mechanical testing, in-line optical serration inspection, welding quality check, hydrostatic pressure testing at 1.5x design pressure, dimensional verification, and final surface quality inspection. We also support third-party inspection by SGS, BV, TÜV, and other accredited agencies upon request.
What is the lead time for high frequency welded serrated finned tube orders?
We have 4 fully automated high frequency welding production lines dedicated to serrated finned tube manufacturing, ensuring fast and reliable delivery. For standard specification carbon steel serrated finned tube orders, the lead time is 10-20 working days. For custom specification bulk orders, the lead time is 30-40 working days. We also support expedited production for urgent project requirements, with a minimum lead time of 10 working days, and provide real-time order tracking updates throughout the production process.
How do I choose the right serrated fin tube for my project?
To select the optimal high frequency welded serrated finned tube for your project, you need to confirm 5 core parameters: working fluid type and flow velocity, operating temperature and pressure conditions, required heat transfer capacity, corrosiveness of the operating environment, and relevant industry compliance standards. Our experienced thermal engineering team can provide free professional material selection guidance, serration geometry optimization, and custom design support based on your specific project requirements. Contact us today to get a tailored solution and free quote for your project.
Get Free Quote for High Frequency Welded Serrated Finned Tube
As a leading high-frequency welded fin tube factory in China, we specialize in manufacturing premium serrated welded finned tube with competitive factory direct pricing. Whether you need standard spiral serrated finned tube, or custom notched fin tube for your industrial project, we are here to provide you with the best heat transfer solution.
Related Finned Tube Products You May Need


Related Technical Resources & Guides

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
15/01/2026
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
31/12/2025
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
19/11/2025
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
28/09/2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing