

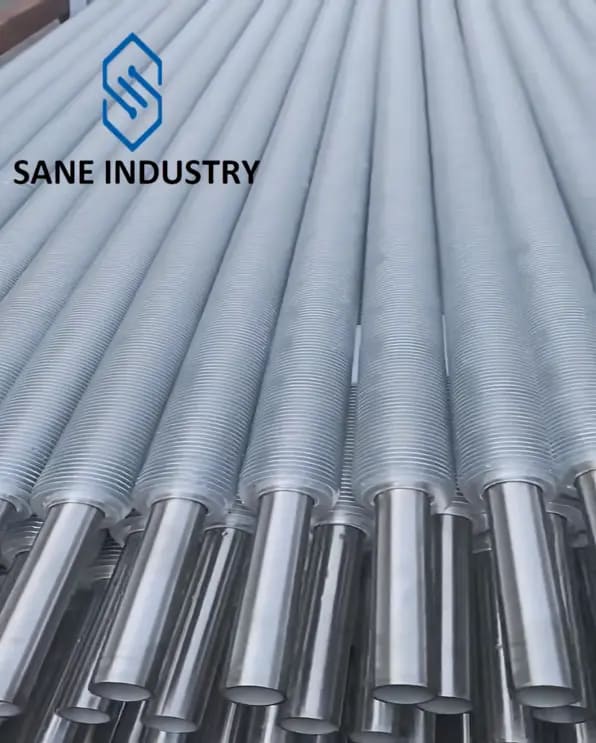
Extruded Finned Tubes
SANE Industry manufactures a complete range of extruded fin tubes — solid, serrated, bimetallic, aluminium, and copper.
For over 15 years, SANE Industry has been perfected the cold extrusion process to create the most corrosion-resistant extruded fin tubes on the market. Unlike welded fins that create galvanic cells between dissimilar metals, our extruded fin tubes form a seamless mechanical bond that eliminates crevice corrosion and ensures decades of trouble-free service.
Whether you need bimetallic extruded fin tubes for coastal power plants, aluminum extruded fin tubes for HVAC systems, or serrated extruded fin tubes for high-efficiency air coolers, we have the exact solution for your application.
ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
What Are Extruded Finned Tubes?
An extruded finned tube is a heat exchanger tube where the fins are not welded, wrapped, or attached — they are formed from the tube’s own outer layer through a cold mechanical extrusion process. A thick-walled aluminum tube or aluminum sleeve passes through rotating dies that progressively displace the aluminum outward, lifting it into fins. The fin root is the tube surface itself. There is no joint, no filler metal, and no interface.
This distinguishes extruded fin tubes from every other finned tube type. Welded fin tubes have a metallurgical bond — strong, but a separate fin strip fused to the tube. Wrapped fin tubes rely on mechanical tension. Embedded fin tubes lock a fin foot into a groove. Only extrusion produces a fin that is physically continuous with the tube — one piece of metal from the inner bore to the fin tip.
At SANE Industry, we produce extruded finned tubes in three configurations, all built on this same integral-fin principle. The differences are in materials, construction, and fin profile — not in how the fin attaches, because on an extruded tube, it doesn’t attach. It belongs.
Cold-Formed
No heat applied. Aluminum flows under mechanical pressure at room temperature.
Integral Fin Root
The fin transitions continuously from the tube wall. No interface exists.
Three Configurations
Bimetallic, All-Aluminum, and Serrated — all with the same zero-contact-resistance bond.



How the Extrusion Process Creates an Integral Fin
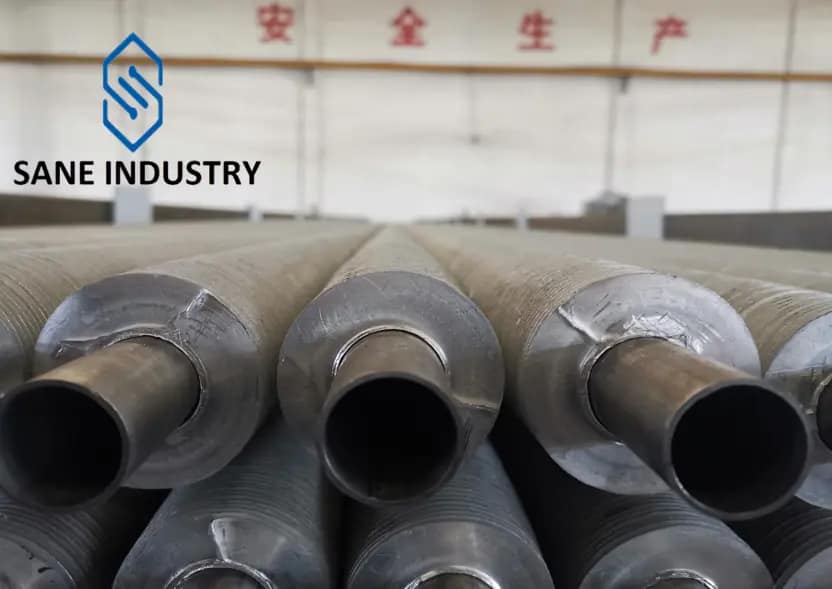
The term extruded fin tube describes both the product and the method. We start with a thick-walled aluminum tube (for monometallic extruded fin tube) or an aluminum sleeve fitted over a seamless inner tube (for bimetallic extruded fin tube). The assembly enters a multi-stage cold extrusion station.
Rotating dies engage the aluminum surface at a precise angle. As the tube advances and rotates, the dies progressively displace aluminum outward — lifting it, shaping it, and forming fins in a continuous helical pattern. The process is entirely mechanical. The aluminum yields and flows at room temperature under the pressure of the dies. No heat is applied. No melting occurs. No metallurgical phase change takes place.
The die geometry determines the fin profile. Fin height, thickness, and pitch are controlled by the die set and the feed rate. By changing the dies, we can produce different fin geometries on the same production line — from standard smooth fins to the specialized serrated profiles used on our extruded finned tubes for gas-side-limited applications.
This is why extrusion produces a fundamentally different finned tube. The fin doesn’t touch the tube. The fin is the tube.


Core Advantages — Why Engineers Specify Extruded Over Welded or Wrapped
1. No weld seam, no filler metal, no weld defects
This is the core value proposition of the extrusion process. For bimetallic extruded fin tubes, the aluminum sleeve locks onto the base tube purely through mechanical grip — no metallurgical reaction is involved. For monometallic extruded fin tubes, there isn’t even an interface to speak of. This eliminates a whole category of potential problems: weld cracks, incomplete fusion, porosity, and more.
2. Long-term stability of contact thermal resistance
Bimetallic extruded finned tubes exploit the fact that aluminum expands more than steel. In service, the hotter it gets, the tighter the aluminum sleeve grips the base tube — contact resistance actually drops as temperature rises. An all-aluminum extruded fin tube eliminates contact resistance entirely. Compare that to mechanically wrapped tubes, where contact pressure steadily decays under thermal cycling and time.
3. Natural atmospheric corrosion resistance and lightweight
The entire extruded finned tube family uses aluminum as the heat-dissipating fin material. Aluminum forms a dense, self-healing oxide film in the atmosphere, so no additional coating is needed. At the same time, aluminum is only one-third the density of steel, slashing bundle weight dramatically — a real saving in structural steel, installation cost, and freight for rooftop units, vehicle-mounted systems, and offshore platforms.
4. High root strength for cleaning tolerance and vibration resistance
The extrusion process creates fins with a thick, smoothly radiused root. Their resistance to bending and fin collapse far exceeds that of thin steel strip fins on high-frequency welded fin tubes. For air coolers that must endure regular high-pressure water washing or steam soot blowing, extruded fin tubes offer substantially better maintenance forgiveness.
5. Highly customizable with flexible build-to-print manufacturing
Base tube material, diameter, wall thickness, fin height, fin spacing, and serration parameters — every dimension of an extruded finned tube can be tailored to your requirements. Build-to-print is the industry standard: you provide the drawings, we will manufacture according to them.
6. Extra-long single tubes reduce system leak points
Continuous extrusion can produce a single extruded finned tube close to the shipping length limit, eliminating intermediate joints within the bundle. In a large power station ACC, this means thousands of tubes with virtually no circumferential butt welds, significantly improving the vacuum integrity of the entire system. An extruded fin tube that long is a reliability asset.
Our Extruded Fin Tube Range — Three Configurations, One Principle
Every extruded fin tube we produce shares the same integral fin root. The differences are in materials, construction, and fin profile. Select the configuration that matches your operating conditions.
Description:
An aluminum fin layer extruded over a carbon steel, stainless steel, or copper inner tube. The inner tube handles pressure and process fluid. The aluminum outer layer forms the fins and shields the inner tube from external corrosion. The industry standard for air-cooled condensers, offshore coolers, and process gas cooling.
Key Features:
- Inner tubes in A179, A192, 304/316 SS, copper, Cu-Ni
- Eliminates galvanic corrosion
- Aluminum grades 1050, 1060, 3003, 5052, 6063
Best For:
Air-cooled condensers, offshore platform coolers, refrigeration, compressor intercoolers
Description:
The entire tube — core and fins — is a single piece of extruded aluminum. No inner tube. No dissimilar metal. No interface anywhere. This aluminum extruded fin tube configuration maximizes thermal conductivity and is used where operating pressures are moderate and the process fluid is compatible with aluminum.
Key Features:
- All-aluminum integrated
- No inner tube, no dissimilar metal, no interface anywhere
- Ultra-lightweight
Best For:
Low-pressure cooling, refrigeration condensers, HVAC chillers, clean process water

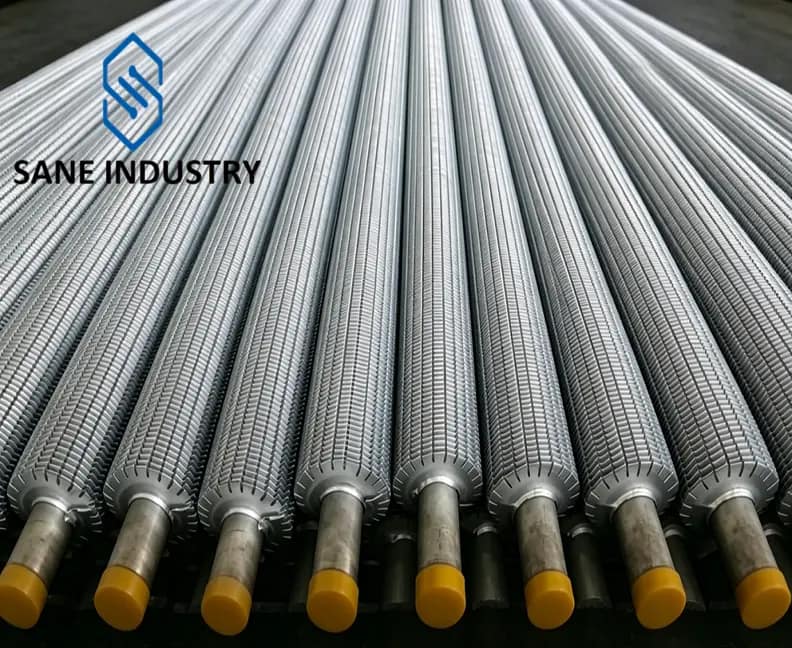
Description:
Same extrusion process, enhanced fin tip geometry. After extrusion, the fin edges are precision-cut with a serrated pattern that trips the air-side boundary layer, increasing the local heat transfer coefficient. The fin root remains an integral extrusion — zero contact resistance.
Key Features:
- 10–20% higher heat transfer coefficient compared to plain fins
- Cut openings let melt water drain away quickly, leaving less residual moisture
- Better self-cleaning in lightly dusty environments
Best For:
Gas-side-limited heat transfer, air-cooled condenser upgrades, compact exchanger designs
Selection Guide: How to Choose the Right Extruded Fin Tube
| Parameter | Bimetallic Extruded Fin Tube | Monometallic Aluminum Extruded Fin Tube | Serrated Extruded Fin Tube |
|---|---|---|---|
Tube–Fin Relationship |
Mechanical interlock, high contact pressure |
Monolithic continuous, no interface |
Same as left (serrations only at the fin tip) |
Material Freedom |
Extremely high — base tube can be carbon steel, stainless steel, copper-nickel, titanium; fins are aluminum or copper |
Low — all aluminum; alloy grade can be selected |
Same as left (serrations only at the fin tip) |
Max. Service Temperature |
≤300°C (limited by the aluminum side) |
≤250°C |
Same as left (serrations only at the fin tip) |
Pressure Capacity |
Extremely high — up to 30 MPa or more, determined by the base tube |
Low — ≤4 MPa |
Same as left (serrations only at the fin tip) |
Corrosion Strategy |
Corrosion-resistant base tube inside, self-passivating aluminum outside |
Natural aluminum oxide film; inherently immune to galvanic corrosion |
Same as left (serrations only at the fin tip) |
Weight |
Light |
Lightest |
Lighter |
Best Application |
High-pressure, corrosive media, demanding air cooling and process cooling |
Low-pressure clean media, HVAC, refrigeration, electronics cooling |
Where 10–20% more heat transfer than plain fins is needed, wet conditions, frosting environments |
A quick selection guide:
Choose Monometallic Extruded Fin Tube When:
- Operating pressure is below 4MPa
- Tube-side media are clean water, air or mildly corrosive substances
- Operating temperature is below 250°C
- Lightweight construction and exceptionally high heat transfer efficiency are required
- Applications in HVAC, automotive, electronics, food and pharmaceutical industries
Choose Bimetallic Extruded Fin Tube When:
- Operating pressure exceeds 4MPa
- Tube-side media are corrosive
- Operating temperature exceeds 250°C
- Long-length tubes (over 6 meters) are required
- Applications in heavy industries such as petroleum, chemical processing, power generation and metallurgy
Choose Serrated Extruded Fin Tube When:
- Heat exchanger frequently sees wet conditions, wet-dry cycling, needs to shed defrost water
- Space is very tight
- Need to pull out an extra 10–20% performance

Where Extruded Finned Tubes Are Installed
SANE Industry’s extruded finned tubes are the preferred choice for applications where corrosion resistance is critical:
Refinery and Petrochemical Air Coolers
Process air coolers make heavy use of bimetallic extruded finned tubes. The base tube is selected for the corrosion level of the process fluid — carbon steel, Cr-Mo steel, or stainless steel — while the outside is always aluminum fins. In services handling high-temperature streams containing sulfur and acid, the aluminum fins show excellent tolerance to low-temperature acid dew point corrosion.
Power Plant Air-Cooled Condensers (ACC)
Bimetallic extruded finned tubes (carbon steel base with aluminum fins) and serrated extruded fin tubes are the standard heat exchange elements on air-cooled islands. High-temperature steam condenses inside the tube while axial fans drive air across the aluminum fins. Thanks to the extra heat transfer boost and improved drainage, the serrated extruded fin tube is steadily becoming the mainstream choice in new ACC builds.
HVAC and Refrigeration Systems
Evaporator and condenser coils in large chillers, heat pumps, and rooftop air conditioning units rely primarily on aluminum extruded fin tubes and copper-aluminum bimetallic extruded finned tubes. All-aluminum configurations stand out for light weight and corrosion resistance, while copper-aluminum options are chosen when specific refrigerant compatibility is required.
Food Cold Storage and Processing
In the low-temperature, high-humidity conditions of cold storage evaporators and blast freezers, extruded finned tubes — especially bimetallic tubes with a stainless steel base and aluminum fins, and all-aluminum extruded fin tubes — satisfy strict hygiene standards because they don't rust, drain well, and stand up to frequent washdowns.
Offshore Platforms and FPSOs
Weight savings have an enormous impact on the economics of offshore facilities. Bimetallic extruded finned tubes — with a CuNi or titanium base and aluminum fins — solve seawater cooling and marine atmosphere corrosion protection at a fraction of the weight, and the availability of single tube lengths up to 20 meters eliminates a huge number of potential leak paths.
Data Centers and Precision Air Conditioning
Chilled-water dry coolers and in-row cooling units demand compact, high-efficiency air-to-water heat transfer. Serrated aluminum extruded fin tubes deliver maximum heat rejection within the tightest equipment footprints, while meeting the high-reliability demands of year-round continuous operation.
Quality Assurance — How We Verify Every Extruded Fin Tube
At SANE Industry, every extruded fin tube — whether it’s a heavy-duty bimetallic extruded finned tube for coastal service or a lightweight aluminum extruded finned tube for HVAC systems — must clear six mandatory quality gates from incoming material to final shipment. No step is skipped, no batch is rubber-stamped, and every result is logged and traceable.
Gate 1: Incoming Material Verification
All base tubes and aluminum stock for extruded fin tubes are checked against mill test reports upon receipt — chemistry, dimensional tolerance, surface condition and hardness — to ISO 9001 and applicable ASTM/EN standards. Any failing lot is rejected in full, no exceptions.
Gate 2: Pre-Extrusion Fit & Concentricity Calibration
Extrusion consistency depends on alignment before the die. For bimetallic assemblies, we calibrate interference fit and check full-circumference concentricity — even a 0.1 mm offset produces uneven fins and degraded thermal performance. For monolithic aluminum billets, we verify end flatness and bore concentricity for uniform wall thickness. Every assembly is signed off before reaching the extrusion line.
Gate 3: Closed-Loop Extrusion Process Control
All extrusion lines run on closed-loop control, with force, feed rate and die temperature sampled every second and auto-corrected if out of range. On top of automation, our QC inspectors pull at least 1 tube out of every 10 for in-process measurement of fin height, pitch, thickness and straightness. If any dimension nears the tolerance limit, the preceding 9 tubes are re-inspected before production resumes. All parameters are logged.
Gate 4: Bond Integrity Validation
Bond quality is invisible from the outside, so we test every batch with destructive tear samples — a valid bond fails within the aluminum itself, not at the interface. Failing batches are quarantined immediately.
Gate 5: Final Dimensional & Visual Release Inspection
Before packaging, every extruded fin tube goes through a 100% final check against approved drawings: base tube OD, wall thickness, overall length, fin height, pitch, thickness, serration depth, serration pitch, and straightness. Visually, we reject any tube with folding, cracks, scoring, discoloration or handling damage. Rejected units are root-caused and the process is corrected before production continues.
Gate 6: Full Chain Traceability & Documentation Delivery
Every SANE extruded fin tube carries a permanent unique ID linked to base tube MTRs, aluminum heat numbers, extrusion logs, inspection records and pressure test reports. We supply EN 10204 3.1 certificates as standard. For projects requiring independent verification, EN 10204 3.2 certificates are available with witness inspection from SGS, Bureau Veritas, TÜV or your nominated inspector. Full traceability, from mill to dock.

Extruded vs. Welded vs. Wrapped vs. Embedded Fin Tubes — How to Choose
| Feature | Extruded Fin Tube | High Frequency Welded Fin Tube | Wrapped Fin Tube (L/LL/KL) | Embedded Fin Tube (G-Fin) |
|---|---|---|---|---|
Fin-to-Tube Interface |
None — integral |
Metallurgical weld |
Mechanical tension |
Mechanical groove |
Fin Material Options |
Aluminum primarily |
Carbon steel, alloy steel, stainless steel |
Aluminum primarily |
Aluminum primarily |
Contact Resistance |
Zero |
Zero |
High (air gap under fin foot) |
Moderate (micro-gap remains at groove interface) |
Max Continuous Operating Temp |
300°C (572°F) |
Up to 650°C (1200°F) |
Up to 250°C (482°F) |
Up to 400°C (752°F) |
Corrosion & Fouling Resistance |
Excellent |
Fair |
Very poor |
Poor |
Vibration & Thermal Cycling Resistance |
Excellent |
Excellent |
Poor |
Fair |
Typical Service Life (Industrial) |
20–30 years |
15–25 years |
3–5 years |
5–8 years |
Upfront Cost |
Medium |
Medium |
Low |
Medium–High |
10-Year Total Cost of Ownership |
Lowest |
Low |
Very high |
High |
Best For |
Corrosive/coastal environments, air coolers, long-service HVAC projects |
High-temperature boilers, high-pressure waste heat systems |
Low-temperature indoor HVAC, budget temporary projects |
Medium-temperature dry industrial air coolers |
An extruded fin tube wins when the external environment is corrosive and the operating temperature stays below 300°C. A welded fin tube wins when temperatures push past 400°C and the fin and tube can be the same material. Wrapped fin tube serves cost-sensitive, low-temperature applications. SANE Industry manufactures extruded and welded types — so our recommendation follows your duty, not our production limitations.
Frequently Asked Questions
Q: What exactly is an extruded finned tube and how is it different from welded or wrapped fin tubes?
A: An extruded finned tube is made by mechanically deforming an outer metal layer — usually aluminum — into a continuous helical fin directly over the base tube, all without melting or adding filler metal. The big difference from high-frequency welded fin tubes is the absence of a weld seam. In an extruded fin tube, the fin root and the tube are either mechanically interlocked with extreme contact pressure (bimetallic type) or are a single continuous piece of metal (all-aluminum type). Wrapped fin tubes rely on tension alone and loosen over time. Welded fin tubes introduce a heat-affected zone. Extruded finned tubes avoid both problems, giving you a stronger fin root and far more stable thermal performance over years of thermal cycling.
Q: What’s the real difference between a bimetallic extruded finned tube and an aluminum extruded fin tube?
A: In a bimetallic extruded finned tube, you have two distinct metals: a pressure-bearing base tube (carbon steel, stainless steel, copper-nickel, titanium, etc.) and an outer aluminum fin that’s extruded tightly onto it. The base tube handles the pressure and internal corrosion; the aluminum fin handles the heat dissipation. In an aluminum extruded fin tube, the base tube and fins are the same aluminum alloy — no interface, no second metal. That means zero galvanic corrosion risk and the lightest possible construction, but also lower pressure and temperature limits. If you’re dealing with steam, high pressure, or aggressive fluids, you need the bimetallic version. For low-pressure clean water or glycol loops, the all-aluminum extruded finned tube is a very cost-effective choice.
Q: What is the maximum continuous operating temperature for extruded fin tubes?
A: The temperature limit is determined primarily by the fin material. All our aluminum-fin extruded fin tubes — both monolithic and bimetallic — are rated for continuous operation up to 300°C (572°F). Above this temperature, aluminum begins to soften and lose mechanical strength, and the bond integrity can degrade over repeated thermal cycles.
For applications running above 300°C, we typically recommend our high frequency welded carbon steel or alloy steel fin tubes, which handle temperatures up to 650°C reliably. Our engineering team will always specify the right technology for your actual operating range.
Q: How much pressure can an extruded finned tube hold?
A: The pressure rating comes entirely from the base tube — the fins play no role in containing pressure. A bimetallic extruded finned tube can be designed for very high pressures, often 30 MPa or more, simply by specifying the right base tube material and wall thickness. An aluminum extruded fin tube, on the other hand, is limited by the strength of the aluminum itself; you’re usually looking at a maximum of around 4 MPa. So when you’re asking about pressure, the real question is: what base tube do you need? That’s why in inquiries for bimetallic tubes, we always ask about tube-side pressure, temperature, and media first.
Q: Can extruded finned tubes be used for seawater cooling?
A: Absolutely — but only the bimetallic type, and only with the right base tube. Seawater will quickly corrode an aluminum extruded fin tube from the inside. For seawater service, we supply bimetallic extruded finned tubes with a copper-nickel (CuNi 90/10 or 70/30) or titanium base tube and aluminum fins. The CuNi or titanium handles the seawater corrosion, while the aluminum fins take care of the air-side heat rejection. This is a well-proven solution on offshore platforms and FPSOs, where weight savings and corrosion resistance both matter enormously.
Q: What is the typical lead time for an extruded fin tube order?
A: For standard bimetallic extruded finned tubes with a carbon steel base and aluminum fins, and using common sizes, you can typically expect delivery in 50 days. If you need a special base tube alloy — titanium, nickel alloys, certain duplex stainless steels — that adds procurement time, and the lead may stretch to 60 days. Extruded serrated finned tubes add a small extra step but don’t significantly change the schedule. We always confirm the exact delivery date when quoting, based on current raw material availability.
Q: I have my own drawings — can you manufacture extruded finned tubes to our design?
A: Yes, build-to-print is the norm in the extruded fin tube industry. Just provide your drawings or technical specification sheet, indicating the base tube material, aluminum fin alloy, fin height, fin pitch, tube length, tube end details, and whether you want plain or serrated fins. We’ll review the design, produce a production proposal drawing for your approval, and then move into tooling and sample production. This back-and-forth ensures your bimetallic or aluminum extruded finned tubes match your heat exchanger exactly.
Q: When should I choose an extruded serrated fin tube instead of a plain extruded fin tube?
A: Choose serrated when you need an extra 10–20% heat transfer from the same tube envelope, or when your exchanger sees wet and dry cycling — think air-cooled condensers, evaporators, or outdoor heat pump coils. The notches on an extruded serrated finned tube break up the air boundary layer, raising the heat transfer coefficient, and they also provide drainage paths so condensate or defrost water doesn’t bridge the fins. The serrated version adds only a small cost premium over the plain extruded finned tube, but in space-constrained or efficiency-critical projects, it can make a meaningful difference.
Q: Where are extruded fin tubes typically used?
A: You’ll find extruded finned tubes everywhere: power plant air-cooled condensers (ACC), refinery and petrochemical air coolers, large commercial HVAC chillers and heat pumps, data center dry coolers, cold storage evaporators, and even in automotive and electronics liquid-to-air heat exchangers. Bimetallic extruded finned tubes dominate where high pressure and corrosive media are present; aluminum extruded fin tubes are popular in lower-pressure, clean-fluid systems where weight and corrosion resistance matter more than raw strength.
Q: Is there a minimum order quantity? Can I order non-standard tube lengths?
A: We don’t enforce a strict minimum order quantity, but because the extrusion tooling needs a certain run to stabilize, orders of a few hundred meters per batch are more economical. As for length, custom lengths are a standard part of the business. An extruded fin tube can be produced from half a meter up to around 22 meters in a single piece, limited mainly by shipping constraints. Whatever your exchanger layout requires, just let us know the exact cut lengths and the plain-end details, and we’ll accommodate them.
Specify Your Extruded Finned Tubes — Get a Quote Within 24 Hours
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
From a single trial tube to a full air-cooled condenser bundle, SANE Industry has the in-house extrusion capacity and the applications engineering support to deliver your extruded finned tubes. Every inquiry receives an engineer’s review — not a sales template. We’ll confirm your material selection, verify fin geometry manufacturability, and return a complete quotation with data sheets and lead time within one business day.
Other Finned Tube Products You May Need



Additional Resources for Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes