
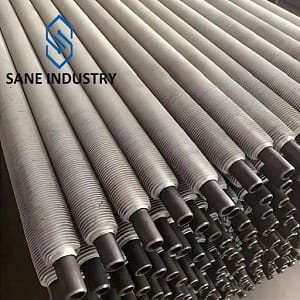
High Frequency Resistance Welding Spiral Finned Tubes
Optimized Spiral Flow Design for Maximum Air-Side Heat Transfer
At SANE Industry, we’ve redefined spiral fin tube performance with our proprietary high frequency resistance welding (HFRW) process. Our spiral welded finned tubes create a continuous, leak-proof bond along the entire fin edge, while the helical fin geometry induces turbulent airflow that breaks through thermal boundary layers—delivering superior efficiency without excessive pressure loss. For over 15 years, HVAC manufacturers, power plants, and process industries have relied on SANE’s high frequency welded spiral finned tubes to reduce energy costs, extend equipment life, and improve system reliability.

ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
What Is High Frequency Resistance Welding Spiral Finned Tube
A high frequency resistance welding spiral finned tube is not just a fin wrapped around a tube. It is a metallurgically bonded helical fin, applied under controlled high-frequency resistance welding. The result is a continuous fin path that eliminates the start-stop weaknesses of segmented fins. Heat flows radially and axially with no gaps, no mechanical looseness, and no corrosion pockets.
The core principle behind high frequency resistance welded spiral finned tubes lies in the “skin effect” and “proximity effect” of high-frequency current. The current frequency typically falls between 20 kHz and 500 kHz. The current is intensely concentrated at the contact interface between the steel tube and the steel strip, instantly heating the contact zone to a plastic state at 800°C to 1000°C. At the same time, an upsetting force is applied from the outer side of the fin to squeeze out the metal oxides and any locally melted material from the interface, thereby achieving solid-state atomic bonding.
At SANE Industry, we have refined the high frequency resistance welding process specifically for spiral configurations. This lets us offer spiral welded finned tubes that outperform conventional wrapped or embedded designs in cyclic thermal loads.

Why Our Spiral Welded Finned Tubes Outperform Bare Tubes
1. Extremely Low Contact Resistance and Superior Heat Transfer Efficiency
The high frequency resistance welding spiral finned tube achieves a true metallurgical bond between the fin and the base tube, leaving virtually no interfacial gap. This results in a contact thermal resistance of only 0.0005–0.001 m²·K/W, allowing heat to be transferred rapidly from the tube wall to the fin. Under identical operating conditions, the overall heat transfer coefficient is 2.5 to 4 times that of a bare tube, and the effective heat exchange surface area can be 3 to 10 times greater.
2. High Weld Strength That Eliminates Fin Detachment
For a high frequency welded spiral finned tube, the fusion rate (percentage of metallurgical bonding) typically exceeds 95%, and the weld joint strength is equal to or greater than that of the parent material. Shear strength is at least 120 N/cm, and resistance to peeling is 3 to 5 times higher than that of traditional wrapped fin tubes. This fundamentally solves the industry-wide problem of fins becoming loose or detaching over time.
3. Resistance to High Temperatures, High Pressures, and Corrosion
The base tube material can be selected from carbon steel, stainless steel, alloy steel, and other grades, covering a service temperature range from -40°C to over 500°C, with pressure-bearing capabilities exceeding 10 MPa. Stainless steel or ND steel (09CrCuSb) variants can withstand prolonged exposure to sulfur- and chlorine-containing corrosive environments. Carbon steel high frequency welded spiral finned tubes, when protected by hot-dip galvanizing, can achieve a salt spray resistance life of more than 500 hours. Designed service life is typically ≥80,000 hours, roughly twice that of bare tubes.
4. Compact Structure That Saves Space and Material Costs
At the same heat load, equipment built with high frequency resistance welding spiral finned tubes can reduce overall volume by 40% to 60% and cut steel consumption by approximately 20%. This advantage is especially critical for retrofit projects with limited installation space, such as boiler back-pass ducts.
5. Strong Resistance to Ash Build-Up and Extended Maintenance Intervals
The spiral fin geometry generates enhanced turbulence on the flue gas side, which effectively retards the accumulation of ash and scale. Compared with bare tubes, the soot-blowing interval can be more than doubled. When combined with sonic soot blowers or steam soot blowers, long-term stable operation can be maintained with minimal intervention.
6. High Production Efficiency and Outstanding Overall Cost-Effectiveness
Continuous high frequency welded spiral finned tube production lines can achieve welding speeds of 30 to 60 meters per minute, enabling a single line to deliver a monthly output in the thousands of tons. The manufacturing cost is lower than that of integrally rolled finned tubes and brazed finned tubes, delivering an exceptional balance between performance and price.
How We Build a High Frequency Welded Spiral Finned Tube — The SANE Manufacturing Process
SANE Industry uses high frequency resistance welding to fuse a steel fin strip directly onto the base tube. A high-frequency current passes through the contact point between the fin and the tube, instantly heating the steel to forging temperature. Simultaneously, the tube rotates and advances, creating a continuous helical fin that is welded along its entire root.
This is the defining difference of a high frequency resistance welded spiral finned tube: the bond is not mechanical — it is metallurgical. The fin becomes part of the tube.
For projects that require an alternative fin profile, we also offer continuous spiral crimped fin tubes. The crimped geometry increases surface turbulence, which can further enhance heat transfer in certain gas-side applications. Our engineers can help you evaluate which fin profile suits your fluid and duty.
The core steps of the production of high frequency welded spiral finned tubes are as follows:

We have total four high frequency resistance welded finned tube production lines. Monthly production capacity of 1,500 tons.
High Frequency Welded Spiral Finned Tube Technical Specifications
High frequency resistance welding spiral finned tubes offer exceptional flexibility in specifications and can be tailored to the customer’s specific operating conditions. The table below summarizes the common parameter ranges we are capable of producing:
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
16 to 350 mm |
Base Tube Wall Thickness |
2 to 30 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (A179, A192, A210, etc.), stainless steel (304/316L, etc.), alloy steel |
Fin Pitch |
39 to 277 FPM |
Fin Height |
8 to 35 mm |
Fin Thickness |
0.5 to 3 mm |
Fin Material |
Carbon Steel, 2.25Cr-1Mo, 5Cr-0.5Mo, 11-13Cr (409, 410), 18Cr-8Ni (SS 304), 25Cr-20Ni |
Fin Type |
Solid, serrated, crimped (optional) |
Welding Type |
High Frequency Resistance Welding (spiral/helical) |
Surface Treatment |
Galvanizing, painting, anti-rust oil |
End Finishes |
Plain ends, beveled ends |
Material Selection Guide for High Frequency Welded Spiral Finned Tube
Selecting the right material is critical to achieving the best balance of performance, durability, and cost. Our thermal engineers will help you choose the optimal configuration for your specific operating conditions. Below are some common combinations of materials:
| Base Tube Material | Recommended Fin Material | Max Temp | Recommended Surface Treatments | Primary Industrial Applications |
|---|---|---|---|---|
ASTM A179 / ASME SA179 |
Carbon Steel |
425°C (800°F) |
Anti-rust oil, hot-dip galvanizing |
Air coolers, HVAC condensers, cooling towers |
ASTM A106 Grade B / ASME SA106 Gr.B |
Carbon Steel |
450°C (840°F) |
Anti-rust oil, hot-dip galvanizing |
Boiler air preheaters, medium-pressure air coolers, process water coolers, industrial heating radiators |
ASTM A335 Grade P11 / ASME SA335 Gr.P11 |
Carbon Steel, 11-13Cr |
593°C (1100°F) |
Anti-rust oil |
Refinery fired heaters, power plant superheaters, high-temperature waste heat recovery, petrochemical process heaters |
ASTM A312 TP 304 / ASME SA312 TP 304 |
Stainless Steel(SS 304/18Cr-8Ni) |
650°C (1200°F) |
None |
Food & beverage processing, pharmaceutical heat exchangers, chemical processing (mild acids), marine air coolers |
ASTM A312 TP 316 / ASME SA312 TP 316 |
Stainless Steel(SS 304/18Cr-8Ni) |
600°C (1110°F) |
None |
seawater cooling systems, offshore oil & gas platforms, chemical processing (strong acids), pulp & paper industry, desalination plants |
Where Our Spiral Welded Finned Tubes Are Applied
Our high frequency resistance welded spiral finned tubes are used in below industries and equipments:
Petrochemical & Chemical
High frequency resistance welding spiral finned tubes are used for heat exchange in various chemical reaction processes, such as convection sections of cracking furnaces, oil-gas condensers, and solvent recovery towers.
Power Generation
In power plant boilers, high frequency resistance welding spiral finned tubes are widely used in economizers, air preheaters, and flue gas waste heat recovery systems.
HVAC and Refrigeration
Aluminum high frequency welded spiral finned tubes are used in air conditioning condensers, evaporators, heat pump units, and dry coolers for data centers, achieving lightweight construction and efficient heat transfer.
Metallurgical Industry
The flue gas temperatures generated by blast furnaces, rolling mills, and sintering processes in steel plants can reach 600–1000°C. High frequency welded spiral finned tubes recover this heat through waste heat boilers, using it to preheat combustion air or generate steam, thereby significantly reducing overall energy consumption.
Environmental Protection and New Energy
In environmental protection equipment such as flue gas reheaters (GGH) for desulfurization and denitrification and flue gas temperature control units for SCR denitrification systems, high frequency welded spiral finned tubes are used to reduce clean flue gas humidity and adjust the flue gas temperature to the catalyst activity window, improving denitrification efficiency.
Marine and Offshore Engineering
In marine diesel engine exhaust systems, high frequency resistance welding spiral finned tubes are increasingly adopted for exhaust gas economizers and waste heat recovery units. The compact design of the high frequency welded spiral finned tube allows shipbuilders to recover substantial thermal energy from engine exhaust within the severely limited machinery space on board.

How to Select the Right High Frequency Welded Spiral Finned Tube for Your Installation
Step 1: Determine the Thermal Parameters
- Working medium and temperature: The type, inlet temperature, and pressure rating of the medium inside the tube (steam, hot water, thermal oil, etc.).
- Flue gas/air parameters: The temperature and velocity of the fluid on the outside of the tube. A flue gas side velocity of 8–15 m/s is recommended — velocities that are too low tend to cause ash deposition, while excessively high velocities accelerate erosion. Also consider dust loading and the concentration of corrosive species such as SO₂ and Cl⁻.
- Design heat load: The required heat duty directly determines the heat exchange surface area of the high frequency welded spiral finned tube and the number of tube rows needed.
Step 2: Determine the Structural Parameters
- Base tube specifications: Outer diameter and wall thickness, which are dictated by the pressure of the medium inside the tube and the allowable flow resistance.
- Fin parameters: Fin height, fin thickness, and fin pitch (spacing). When specifying a high frequency resistance welding spiral finned tube, a careful balance must be struck between heat transfer area and flow resistance. In practical engineering, a fin height of 12–20 mm is most commonly adopted, as it offers a good compromise between thermal performance and ease of cleaning.
- Tube row spacing: It is recommended that the spacing be at least twice the fin height in order to reduce flow resistance and minimize the risk of ash bridging.
Step 3: Material Selection
- Clean flue gas/air service: Carbon steel is sufficient and delivers the best cost-effectiveness.
- Sulfur-containing flue gas (below the acid dew point): ND steel (09CrCuSb) or carbon steel with aluminizing/chromizing treatment.
- Strongly corrosive environments (chemical, coastal): 304 or 316L stainless steel.
- High-temperature service (≥450°C): Alloy steels such as 15CrMo or P91.
- Detailed material selection can be referred to the above Material Selection Guide for High Frequency Welded Spiral Finned Tube.
Step 4: The “Doubling Fin Area ≠ Doubling Heat Transfer Coefficient” Misconception
For a high frequency resistance welding spiral finned tube, doubling the fin area does not double the overall heat transfer coefficient. The actual gain factor typically falls between 0.7 and 0.9, and as the fin height increases, the discount becomes more severe — in some cases dropping below 0.5. Blindly pursuing larger fins is therefore counterproductive. The optimal approach is to rationally match fin parameters to the specific application requirements.
SANE Industry's Zero-Defect Guarantee for High Frequency Welded Spiral Finned Tube
At SANE Industry, quality is non-negotiable. Every high frequency resistance welding spiral finned tube undergoes rigorous testing before leaving our factory:
1. Raw Material Inspection
Quality starts with raw materials. Before anything reaches the shop floor, we screen all incoming seamless tube, steel strip, and aluminum stock for chemistry, dimensions, and surface integrity per ISO 9001 and ASME requirements. Substandard lots are rejected on arrival — no exceptions. That’s how we lock in the fundamental reliability of every finned tube we ship.
2. Procedure Qualification Tests
Before welding, we will conduct procedure qualification tests using samples of the same material, including tensile tests, marco tests, bending tests, tear tests, hardness tests, etc., to ensure the best welding quality. WPS (Welding Procedure Specifications) and PQR's (Procedure Qualification Records) will be submitted for approval.
3. Process Inspection
During the fabrication, tubes are random controlled (Spot) in order to check the welding quality and the geometrical characteristics. We will carry out spot examination at least on one out of 10 tubes. If anomaly is detected, the 9 previous tubes will be examined again. Examination will be extended if anomaly and/or defects are confirmed.
4. Visual and Dimensional Inspection
After welding, every finished spiral welded finned tube undergoes a full dimensional check. Fin pitch, fin height, tube OD, wall thickness, and straightness are all physically measured and compared against your drawings. If something doesn’t match your specs, it gets pulled from the batch — no exceptions.
5. Hydrostatic Test
No spiral welded finned tube ships without a hydrostatic test. We pressurize every piece to 1.5 times its working pressure and hold it long enough to be certain: zero leaks. That’s what gives our customers the confidence to put these tubes into heat exchangers, boilers, and any other high-pressure system.
6. Full Traceability
Every high frequency welded spiral finned tube leaves our plant with a complete, traceable identity. Raw material heat numbers, production parameters, inspection data, and hydrostatic test results are all tied together and summarized in an EN 10204 3.1 or 3.2 certificate. No missing links, no guesswork — just clear, end-to-end documentation from the steel mill to your receiving dock.
All our facilities are ISO 9001:2015 certified. We stand behind our products with a 1-year warranty against manufacturing defects. Third-Party inspection is available upon request (TÜV, BV, ABS, DNV, SGS).
Spiral Welded Finned Tubes vs. Other Finned Tube Types
| Type | Bond Type | Fin Attachment Strength | Max Operating Temperature | Cost Level | Service Life Under Cyclic Loads | Typical Applications |
|---|---|---|---|---|---|---|
High Frequency Resistance Welding Spiral Finned Tube |
HF welding — fin welded to tube along entire root |
Excellent. No movement under thermal cycling. |
Up to 500°C+ |
Moderate |
Long. Weld does not fatigue. |
Air coolers, economizers, HRSGs, process heaters, waste heat recovery |
Mechanical — fin strip held by tension |
Moderate. Can loosen over time with temperature swings. |
250–300°C typical |
Low |
Shorter. Thermal cycles relax the wrap. |
General HVAC, low-temp heating coils | |
Mechanical — fin foot rolled into a groove |
Good. Groove provides positive retention. |
350–400°C typical |
Moderate |
Medium-long. Groove resists loosening. |
High-temperature flue gas recovery, air preheaters | |
Metallurgical — fin and outer layer are one continuous extrusion |
Excellent. Fin and outer tube are a single piece of metal. |
300–350°C typical (limited by aluminum fin) |
High |
Long. One-piece construction handles cycling well. |
Air coolers in corrosive environments, offshore, refrigeration |
Every finned tube type exists for a reason. Wrapped tubes serve low-cost, low-temperature heating coils well. Embedded G-fin tubes find their place in high-temperature flue gas applications where aluminum fins are acceptable. Extruded bimetallic tubes excel in corrosive environments where the aluminum outer layer protects the inner pressure boundary.
But when the specification demands a welded bond that won’t loosen, fin heights up to 25mm, and the flexibility to use carbon or stainless steel throughout — high frequency resistance welding spiral finned tubes from SANE Industry become the straightforward choice.
If your project crosses multiple service conditions and you need different fin types across the scope, we supply all four.

Customer Success Stories — Spiral Welded Finned Tubes in the Field
How SANE Industry’s high frequency resistance welded finned tube solutions solved real thermal challenges.
MIDDLE EAST • POWER GENERATION
600-Tube Economizer Retrofit in a Gulf Combined-Cycle Plant
Challenge: Existing wrapped fin tubes were loosening after only two years of cyclic operation, causing uneven heat recovery and unplanned outages. The plant needed a finned tube that could withstand daily temperature swings from 180°C to 420°C.
Solution: SANE supplied high frequency resistance welding spiral finned tubes in A192 carbon steel base tubes and carbon steel fins. The continuous helical weld eliminated the mechanical slip issue entirely.
Result: Three years into operation, zero fin-related failures. Heat recovery efficiency has remained flat, and the plant extended its inspection interval by 18 months. They now standardize on spiral welded finned tubes from SANE for all economizer sections.
NORTH AMERICA • REFINING
Process Heater Tube Bundle Survives Vibration and Thermal Shock
Challenge: A Gulf Coast refinery was losing process heater tubes to fin fatigue. Burner vibration combined with rapid load swings was cracking the fin roots on their existing embedded G-fin tubes.
Solution: We proposed a switch to high frequency welded spiral finned tubes with a solid fin profile. The metallurgical bond between fin and tube acted as a vibration dampener, not a stress riser.
Result: The new bundle has been in service for 2.5 years. Inspections show zero fin cracks and no hot spots. The refinery has since specified high frequency resistance welded finned tubes for two additional heater revamps.
SOUTHEAST ASIA • COLD STORAGE
Ammonia Condenser Upgrade for a Seafood Processing Facility
Challenge: A large cold storage facility in Thailand was experiencing inconsistent condenser performance due to fin pitch variation on their previous supplier’s wrapped tubes. Frost built unevenly, forcing extra defrost cycles.
Solution: SANE provided high frequency spiral finned tubes with a pitch tolerance of ±0.1 mm. We also recommended a galvanized spiral finned tube finish for the wet, ammonia-exposed environment.
Result: Condenser capacity stabilized within the first week of operation. Defrost frequency dropped by 30%, and annual energy savings nearly covered the cost of the tube bundle upgrade. The engineering manager later ordered the same specification for their second facility.
Frequently Asked Questions
Q: How does a spiral welded finned tube hold up under thermal cycling compared to wrapped fins?
A: Wrapped fins rely on tension. Under repeated heating and cooling, that tension can relax and the fin starts to lift off the tube. Our spiral welded finned tubes don’t have that problem because the fin is welded — not wrapped. The bond is metallurgical, so it stays intact whether the tube swings from ambient to 400°C and back. That’s why power plants and refineries specify SANE welded tubes for economizers and process heaters where thermal cycling is part of daily operation.
Q: Can SANE Industry supply galvanized spiral finned tubes?
A: Yes, we routinely provide galvanized spiral finned tubes for air-cooled heat exchangers in coastal, humid, or mildly corrosive environments. The galvanized coating is applied after welding, so the fin-to-tube bond remains a full-strength weld underneath. Just specify “galvanized finish” when you send your inquiry, and we’ll include the coating thickness and standard in your quote.
Q: Can SANE Industry supply spiral welded finned tubes with both solid and serrated fins from one order?
A: Yes, and we do it regularly for large air-cooled condenser projects. A single tube bundle often calls for high frequency resistance welding spiral finned tubes with solid fins in the main condensing section and serrated fins near the non-condensable gas extraction zone. SANE Industry can run both profiles within the same production batch, packed and shipped together to keep your installation sequence on track. Just flag the mixed profile requirement in your RFQ and we’ll handle the production planning.
Q: What is a continuous spiral crimped fin tube, and when would I need one?
A: A continuous spiral crimped fin tube is a spiral welded tube where the fin itself has a wavy or crimped profile rather than being perfectly flat. The crimps add turbulence on the gas side, which can boost heat transfer without increasing fin height or tube count. SANE Industry offers crimped fin profiles as an option on our welded spiral tubes. It’s worth considering if you’re trying to improve performance in a fouling gas stream or squeeze more duty out of an existing exchanger footprint.
Q: Is there any difference between a high frequency welded spiral finned tube and a high frequency resistance welded finned tube?
A: In practice, these terms describe the same product. High frequency welded spiral finned tube emphasizes the final geometry — a spiral fin, welded on. High frequency resistance welded finned tube describes the welding method itself — resistance heating at the contact point. At SANE Industry we use both descriptions interchangeably across our documentation, because engineers search for both. The tube you receive is identical: a continuously welded helical fin with a true metallurgical bond.
Q: What materials can SANE Industry weld for spiral finned tubes?
A: We weld carbon steel fins onto carbon or alloy steel tubes, and stainless steel fins onto stainless steel tubes. Common base tube grades include ASTM A179, A192, A210, A213 T11/T22, and 304/316 stainless. For demanding services like HRSG evaporators, we supply high frequency spiral finned tubes in 304L and 316L with full PMI documentation. If your material isn’t listed here, ask — we evaluate new combinations regularly.
Q: Can you hold a tight fin pitch tolerance across the full tube length?
A: Yes. Our CNC-controlled spiral welding stations maintain fin pitch within ±0.1 mm from the first coil to the last, even on tubes up to 32 meters long. Consistent spacing is critical for air cooler and condenser performance, and it’s one of the reasons process engineers specify spiral welded finned tubes from SANE when they can’t afford deviations in airflow resistance.
Q: What testing do you perform on each spiral welded fin tube?
A: Every high frequency resistance welding spiral finned tube we ship goes through 100% hydrostatic testing, depending on the specification. We also perform a visual weld inspection on both ends of every tube, and we can include destructive fin peel tests on sample tubes from the same lot upon request. Full material certificates, test reports, and traceability documents ship with the order.
Q: How does high frequency resistance welded finned tube compare to laser welded fin tube?
A: While laser welding works well for thin materials, high frequency resistance welding is superior for industrial-grade solid fin tubes. HFRW creates a wider, stronger weld joint that can withstand higher temperatures, pressures, and vibration. It is also significantly more cost-effective for large production runs. At SANE, we’ve perfected our HFRW process over 15 years to achieve weld strength equal to 95% of the base material strength—far exceeding what laser welding can deliver for thick fin stock.
Q: What do you need from me to quote spiral welded finned tubes?
A: Send us the tube material, outer diameter, wall thickness, fin material, fin height, fin thickness, fin pitch, and total tube length or number of tubes. If you have a drawing or a datasheet, that speeds things up even more. We’ll return a detailed quotation, including estimated delivery lead time, within one business day. You can use the form on this page or email your requirements directly. Whether you need standard carbon steel or a full batch of galvanized spiral finned tubes, we treat every inquiry as a project — not just a part number.
Request a Quote for Spiral Welded Finned Tubes — Response Within 12 Hours
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
From standard carbon steel spiral welded finned tubes to custom galvanized or crimped fin profiles, SANE Industry has the in-house HF welding capacity to deliver. Tell us your operating temperature, tube dimensions, and fin pitch — we’ll return a complete proposal within one business day.
Other Finned Tube Products You May Need


Additional Resources for Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes