
High Frequency Welded Carbon Steel Finned Tube
The Industry Standard for Cost-Effective Industrial Heat Transfer
At SANE Industry, we’ve perfected the art of carbon steel fin tube manufacturing over 15 years. Our HF welded carbon steel fin tubes deliver 95% of the performance of stainless steel tubes at just 40% of the cost—without compromising on durability or reliability. Unlike cheap imported tubes that suffer from fin separation and uneven welding, our proprietary high frequency welding process creates a permanent molecular bond between the carbon steel fin and base tube. This enables our HF welded carbon steel fin tubes last 15+ years in most industrial applications, with zero maintenance required.

ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
What Is a High Frequency Welded Carbon Steel Finned Tube?
A high frequency welded carbon steel finned tube is exactly what its name describes: a carbon steel base tube with a carbon steel fin strip continuously welded along its helical path using high-frequency resistance heat. The fin and the tube become one piece — no filler metal, no mechanical interface, no compromise.
Compared with other finned tube materials such as stainless steel, alloy steel, and aluminum, the unique value of hf welded carbon steel fin tubes lies in their ability to cover the broadest range of conventional operating conditions at the lowest material cost. Their yield strength and tensile strength are more than sufficient for the vast majority of medium-to-low pressure and medium-temperature applications. When paired with surface protection measures such as hot-dip galvanizing, a service life of tens of thousands of hours can be readily achieved. Simply put, in any application that does not demand exceptional corrosion resistance or ultra-high-temperature capability, hf welded carbon steel fin tubes are the most cost-effective choice — bar none.

Core Performance Advantages of HF Welded Carbon Steel Fin Tubes
1. Extremely Low Contact Resistance and Superior Heat Transfer Efficiency
The metallurgical bond created by high frequency welding leaves virtually no gap between the carbon steel fin and the carbon steel base tube, resulting in extremely low contact resistance. Because both the base tube and the fin are made of carbon steel, their coefficients of thermal expansion are identical. During repeated heating and cooling cycles, there is no differential expansion to create interfacial gaps or thermal stress fatigue — a natural advantage that comes from material matching. Under the same operating conditions, the overall heat transfer coefficient of a high frequency welded carbon steel finned tube is 2.5 to 4 times that of a bare tube, and the effective heat exchange surface area can be more than 8 times greater.
2. High Weld Strength That Eliminates Fin Detachment
The actual fusion rate (percentage of metallurgical bonding) reaches 90%–95%. The weld joint strength equals or exceeds that of the parent metal, and tensile strength can surpass 200 MPa. This fundamentally eliminates the industry-wide pain point of fins coming loose or detaching from traditional wrapped fin tubes.
3. Excellent Mechanical Properties, Rugged and Durable
Carbon steel offers excellent overall mechanical properties, including good ductility, toughness, and a fair degree of impact resistance. In industrial heat exchange equipment, finned tubes are routinely subjected to mechanical vibration, thermal shock, and rough handling during transport. The strength and toughness of a high frequency welded carbon steel finned tube give it a clear edge, making it far less prone to cracking during shipping, installation, or operation.
4. Hot-Dip Galvanizing Protection — Weather and Corrosion Resistance Combined
A hot-dip galvanized finish applied to the entire carbon steel finned tube provides effective protection against normal atmospheric corrosion and mildly acidic or alkaline environments. The zinc coating works through both physical barrier and electrochemical (sacrificial) mechanisms, delivering a salt spray resistance of over 500 hours. In non-aggressive service — such as general industrial waste heat recovery, HVAC, and heating systems — these high frequency welded carbon steel finned tubes will operate reliably for many years.
5. Outstanding Cost Advantage — The Best Overall Value
Among all metal finned tubes, the high frequency welded carbon steel finned tube delivers the lowest cost per unit of heat transfer capability. HF welded carbon steel fin tubes cost just 40% of equivalent stainless steel tubes, while delivering 95% of the performance in most applications. This makes them the most cost-effective choice for large-scale industrial projects.
6. Compact Structure Saves Space and Material
At the same heat duty, equipment built with high frequency welded carbon steel spiral finned tubes can reduce tube length by 30%–50% and cut steel consumption by around 20%. This advantage is especially critical for retrofit projects where installation space is tight.
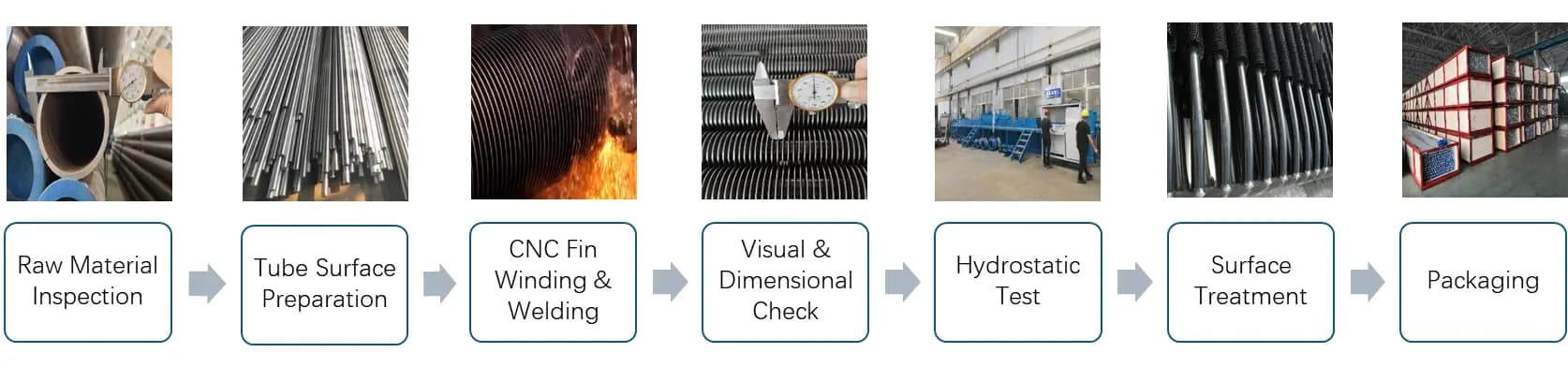
How We Build a High Frequency Welded Carbon Steel Finned Tube — The SANE Manufacturing Process
SANE Industry manufactures high frequency welded carbon steel finned tubes using the resistance welding method. Here’s how it works:
A carbon steel fin strip is fed onto the rotating base tube at a precise angle. High-frequency alternating current — typically 200-400 kHz — passes through the contact point between the fin and the tube. The electrical resistance at this interface generates intense, localized heat, raising the steel to forging temperature (approximately 1200-1300°C) in milliseconds.
Simultaneously, pressure is applied through the welding roll. The heated material forges together — no filler wire, no flux, no open flame. The tube rotates and advances continuously, producing a uniform helical fin that is welded along its entire root length.
The core steps of the production of high frequency welded carbon steel finned tubes are as follows:
We have total four high frequency welded carbon steel finned tube production lines. Monthly production capacity of 1,500 tons.
High Frequency Welded Carbon Steel Finned Tube Technical Specifications
High frequency welded carbon steel finned tubes offer exceptional flexibility in specifications and can be tailored to the customer’s specific operating conditions. The table below summarizes the common parameter ranges we are capable of producing:
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
16 to 350 mm |
Base Tube Wall Thickness |
2 to 30 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (ASTM A179, A192, A210 Gr.A1/C, A106 Gr. B, etc.) |
Fin Pitch |
39 to 277 FPM |
Fin Height |
8 to 35 mm |
Fin Thickness |
0.5 to 3 mm |
Fin Material |
Carbon Steel (A36, A1008, EN10130 DC04, etc.) |
Fin Type |
Solid, serrated |
Welding Type |
High Frequency Resistance Welding (spiral/helical) |
Surface Treatment |
Galvanizing, painting, anti-rust oil |
End Finishes |
Plain ends, beveled ends |
Where Our High Frequency Welded Carbon Steel Finned Tube Are Used
SANE Industry’s hf welded carbon steel fin tubes are used in a wide range of industrial applications where cost-effectiveness and reliability are paramount:
Petrochemical Industry
High frequency welded carbon steel finned tubes are used for heat exchange in a variety of chemical processes, including reactor jackets, oil-gas condensers, and solvent recovery towers.
Power Generation
In utility and industrial boilers, high frequency welded carbon steel finned tubes are the standard workhorse in economizers, air preheaters, and flue gas coolers.
HVAC and Space Heating
HF welded carbon steel fin tubes are extensively used for heating pipes in industrial plants and livestock farms. They are also widely used in heating boilers, hot air furnaces, drying equipment, and similar commercial and industrial applications.
Metallurgical Industry
Blast furnace, rolling mill, and sinter plant exhaust streams can run from 600°C to 1000°C. HF welded carbon steel fin tubes installed in waste heat boilers capture that energy to preheat combustion air or raise process steam, directly cutting fuel consumption.
Environmental Control
In flue gas reheaters (GGH) downstream of wet FGD and in SCR temperature control sections, HF welded carbon steel fin tubes reduce the moisture content of the clean gas and shift its temperature into the catalyst sweet spot, boosting NOx removal efficiency.
Industrial Drying and Dehydration Equipment
High frequency welded carbon steel finned tubes are employed in a range of drying equipment — timber drying, grain drying, food drying, chemical material drying, and more — achieving efficient drying through hot air circulation.

Selection Guide: How to Choose the Right HF Welded Carbon Steel Fin Tube
Step 1: Confirm the Thermal Parameters
- Working medium and temperature: The type, inlet temperature, and pressure rating of the medium inside the tube — steam, hot water, thermal oil, etc. A high frequency welded carbon steel finned tube is generally suitable for flue gas temperatures from 0 to 500°C, with the heated medium inside the tube kept below 400°C.
- Flue gas/air parameters: Temperature and velocity of the fluid outside the tube. A gas-side velocity of 8–15 m/s is recommended; anything lower encourages ash buildup, while higher speeds accelerate erosion. Also factor in dust loading and the concentration of corrosive species such as SO₂ and Cl⁻.
- Design heat load: The required duty directly determines the heat transfer area and the number of tube rows needed for the high frequency welded carbon steel finned tube bundle.
Step 2: Confirm the Structural Parameters
- Base tube specifications: Outer diameter and wall thickness are driven by the pressure of the medium inside the tube and the allowable pressure drop.
- Fin parameters: Fin height, thickness, and pitch (spacing) require a careful trade-off between heat transfer area and flow resistance. In practice, a fin height of 10–30 mm is commonly adopted for high frequency welded carbon steel finned tubes, giving a good balance between thermal performance and cleanability. A fin pitch of 3–6 mm is recommended; it strengthens turbulence on the gas side and slows down ash deposition.
- Tube row spacing: A minimum of twice the fin height is advised to keep flow resistance low and reduce the risk of ash bridging.
Step 3: Matching the Tube to the Service Environment
- Clean flue gas or air: Carbon steel alone is sufficient — the most cost-effective option.
- Mildly corrosive or humid conditions: Carbon steel plus full hot-dip galvanizing (zinc layer ≥45 μm).
- Sulfur-bearing flue gas above the acid dew point: A HF welded carbon steel fin tube can handle the job provided the tube wall temperature is maintained at least 10°C above the acid dew point to avoid low-temperature dew point corrosion.
- Continuous high-temperature service (≥500°C): HF welded carbon steel fin tubes operated above 500°C for extended periods are prone to pearlite spheroidization, which reduces high-temperature strength and ductility. For such cases, alloy steels like 15CrMo or P91 are recommended instead.
- Maximum medium temperature inside the tube: As a general rule, the heated medium should not exceed 400°C.
Step 4: Not All Carbon Steels Are Created Equal — Cheaper Isn't Always Better
Not every carbon steel is fit for high frequency welded carbon steel finned tube production. The right choice is a quality carbon structural steel with a moderate carbon content (0.08%–0.20%) and low impurity levels (P ≤ 0.035%, S ≤ 0.035%). This ensures good weldability and stable mechanical properties. Steels with too much carbon are difficult to weld and prone to cracking; steels with too little carbon lack strength, forcing thicker tube walls at high pressure — which ends up consuming more material and driving up costs.
SANE Industry's Zero-Defect Quality Guarantee for High Frequency Welded Carbon Steel Finned Tube
At SANE Industry, quality is our top priority. Every HF welded carbon steel fin tube undergoes rigorous testing at every stage of production:
1. Raw Material Pre-Qualification
We test every single batch of base tube and fin strip destined for our hf welded carbon steel fin tubes before it touches our production line. We measure wall thickness uniformity, surface defects, and dimensional accuracy. Any lot that fails even one test is rejected entirely—not just individual pieces.
2. Welding Procedure Qualification
Before we run a single production run of high frequency welded carbon steel finned tubes, we conduct full procedure qualification tests on identical material samples: tensile tests, marco tests, bending tests, tear tests, hardness tests, etc. All welding procedure specifications (WPS) and Procedure Qualification Records (PQR) are submitted for your approval before production starts. We keep these records on file for 10 years for full auditability.
3. Real-Time In-Process Monitoring
During the fabrication of every hf welded carbon steel finned tube, our automated systems continuously log welding current, voltage, fin tension, and roller pressure every 15 seconds. Any deviation from the qualified parameters triggers an immediate line stop. On top of automated monitoring, our certified weld inspectors perform random cross-section inspections on at least 1 out of every 10 tubes. If a single defect is found, we inspect the previous 9 tubes and extend the inspection to the entire batch if necessary.
4. 100% Visual & Dimensional Verification
After welding, every tube moves to our dedicated inspection bay for a full physical check. Unlike many suppliers who only sample 10% of their production, we inspect every single high frequency welded carbon steel finned tube by hand and with laser precision tools: Fin pitch, fin height, tube OD, wall thickness, and straightness, etc. Any tube that doesn’t match your exact drawings is pulled from the batch and scrapped. We never rework or modify defective tubes to meet specs.
5. Hydrostatic Pressure Test
No hf welded carbon steel finned tube leaves our factory without passing a hydrostatic test. We pressurize every tube to 1.5 times its rated working pressure using deionized water and hold the pressure for a minimum of 10 minutes. We inspect every inch of the tube for leaks, bulges, or deformation. Only tubes that pass this test move on to surface treatment and final packaging.
6. End-to-End Full Traceability
We maintain complete, unbroken traceability for every high frequency welded carbon steel finned tube we manufacture. Each tube is marked with a unique laser-engraved serial number that links to: raw material heat numbers, production parameters, inspection data, and hydrostatic test results. We provide EN 10204 3.1 material certificates with every shipment, and EN 10204 3.2 third-party certified certificates are available upon request.
All our facilities are ISO 9001:2015 certified. We stand behind our products with a 1-year warranty against manufacturing defects. We also offer third-party inspection coordination (SGS, Bureau Veritas, TÜV). You’re welcome to witness testing at our facility or have your nominated inspector on site during production.
Comparison of HF Welded Carbon Steel Fin Tubes with Other Fin Tube Types
| Type | Bond Type | Fin Material | Fin Attachment Strength | Max Operating Temperature | Cost Level | Service Life Under Cyclic Loads | Typical Applications |
|---|---|---|---|---|---|---|---|
HF Welded Carbon Steel Fin Tube |
HF welding — fin welded to tube along entire root |
Carbon Steel |
Excellent. No movement under thermal cycling. |
Up to 500°C+ |
Moderate |
Long. Weld does not fatigue. |
Air coolers, economizers, HRSGs, process heaters, waste heat recovery |
Mechanical — fin strip held by tension |
Typically Aluminum |
Moderate. Can loosen over time with temperature swings. |
250–300°C typical |
Low |
Shorter. Thermal cycles relax the wrap. |
General HVAC, low-temp heating coils | |
Mechanical — fin foot rolled into a groove |
Typically Aluminum |
Good. Groove provides positive retention. |
350–400°C typical |
Moderate |
Medium-long. Groove resists loosening. |
High-temperature flue gas recovery, air preheaters | |
Metallurgical — fin and outer layer are one continuous extrusion |
Typically Aluminum |
Excellent. Fin and outer tube are a single piece of metal. |
300–350°C typical (limited by aluminum fin) |
High |
Long. One-piece construction handles cycling well. |
Air coolers in corrosive environments, offshore, refrigeration |
Every fin type answers a specific set of conditions. Wrapped fins serve low-temperature heating coils. Embedded G-fins handle high-temperature flue gas where aluminum is acceptable. Extruded bimetallics protect against corrosive environments.
A high frequency welded carbon steel finned tube solves a different problem: keeping the fin permanently attached when temperatures exceed 300°C and thermal cycling is routine. An hf welded carbon steel fin tube may not be the lowest-cost option on day one. It tends to be the lowest-maintenance option by year five.
SANE Industry manufactures all four fin types under one quality system. We recommend based on your operating conditions, not our production limitations. If your project spans multiple temperature zones, we can deliver HF welded carbon steel fin tubes and wrapped aluminum fin tubes from the same order.

Customer Success Stories — HF Welded Carbon Steel Fin Tubes Proven in Service
SOUTHEAST ASIA • BIOMASS POWER
800-Tube Economizer for a Palm Oil Mill
Challenge: The mill’s existing cast iron economizer was corroding from the acidic flue gas and approaching end of life. They needed a replacement that could handle 350°C inlet gas and fit within the existing casing footprint.
Solution: SANE supplied high frequency welded carbon steel finned tubes in ASTM A192 with solid fins. The welded construction eliminated the risk of fin loosening under the daily load swings common in biomass firing.
Result: The new economizer has been running for 28 months with stable outlet temperature and zero tube failures. The customer now specifies hf welded carbon steel fin tubes for all their boiler replacement projects.
MIDDLE EAST • PETROCHEMICAL
Air-Cooled Condenser Bundle Replacement — 2,200 Tubes
Challenge: An aging ACC at a gas processing plant was losing vacuum due to fouling and fin damage. The original wrapped aluminum fins had corroded and loosened after 12 years in desert conditions.
Solution: SANE fabricated a full replacement bundle using high frequency welded carbon steel finned tubes with serrated fin profiles. We completed production and shipped the entire bundle six weeks ahead of schedule.
Result: Vacuum levels returned to design specification within the first week of commissioning. The plant engineering team noted that the welded carbon steel fins showed no degradation after the first summer of operation — ambient temperatures exceeding 48°C.
NORTH AMERICA • WASTE HEAT RECOVERY
Cement Plant Air Preheater Retrofit
Challenge: A cement mill’s air preheater used wrapped fin tubes that fouled heavily due to dust-laden exhaust. Cleaning cycles were damaging the fins and reducing tube life.
Solution: SANE proposed hf welded carbon steel fin tubes with an extra-wide fin pitch (12mm) and a solid fin profile optimized for cleanability. We also pre-applied a high-temperature anti-corrosion coating.
Result: Cleaning cycle intervals extended from every 3 months to every 8 months. Tube replacement rate dropped significantly, and the plant’s maintenance manager reported the easiest tube cleaning they’ve experienced in a decade.
Frequently Asked Questions
Q: What is the difference between high frequency welded carbon steel finned tube and stainless steel finned tube?
A: The main difference is material cost and corrosion resistance. Carbon steel fin tubes cost just 40% of stainless steel tubes and offer excellent performance in most applications. Stainless steel is only necessary for highly corrosive environments. At SANE Industry, we offer both options and will recommend the best material for your specific needs.
Q: What is the difference between hf welded carbon steel fin tube and wrapped fin tube?
A: The bond. An hf welded carbon steel fin tube has the fin fused to the tube by a weld — it becomes one piece. A wrapped fin tube relies on mechanical tension to hold the fin in place. Under thermal cycling, the weld stays; the wrap can loosen.
Q: What tube materials do you use for hf welded carbon steel fin tubes?
A: We standardize on ASTM A179 for general heat exchanger service, A192 for high-pressure boiler applications, and A210 for medium-carbon boiler tube requirements. For projects calling for high-temperature process piping or pressure vessel quality, we also work extensively with ASTM A106 Grade B and EN 10216-2 P235GH. All base tubes are seamless and arrive with full mill test certificates. If your specification calls for a different carbon steel grade or a specific European or JIS designation — we can source and qualify it. The welding procedure stays the same; we just adapt the material to your code.
Q: What is the maximum operating temperature for hf welded carbon steel fin tubes?
A: Uncoated hf welded carbon steel fin tubes can be used up to 450°C. With coating, they can be used up to 550°C. For temperatures above 550°C, we recommend alloy steel or stainless steel fin tubes. Our engineering team will help you select the right material for your operating temperature.
Q: What surface treatments do you offer for high frequency welded carbon steel finned tubes?
A: We offer a full range of in-house surface treatments: hot-dip galvanizing (most popular), aluminizing, red oxide primer, epoxy coating, and anti-rust oil. Each treatment is designed for specific operating conditions. We will recommend the optimal treatment based on your environment.
Q: Can you supply hf welded carbon steel fin tubes with serrated fins?
A: Yes. Our high frequency welded carbon steel finned tubes are available with solid or serrated fin profiles. Serrated fins increase surface turbulence and can improve heat transfer in gas-side-limited applications.
Q: Can you manufacture custom sizes and configurations?
A: Yes, we specialize in custom solutions. We can manufacture hf welded carbon steel fin tubes with any base tube size, fin geometry, and end finish to meet your exact specifications. Our engineering team will work with you to optimize the design for your application.
Q: How do you ensure weld quality on every hf welded carbon steel fin tube?
A: Every hf welded carbon steel fin tube goes through 100% non-destructive testing — hydrostatic. We also perform periodic destructive peel tests on sample tubes from each production lot. The peel test verifies that the weld breaks in the fin, not at the bond line.
Q: What lead time should I expect?
A: Standard orders ship in 20-30 days. Large or custom projects may take longer depending on material availability and quantity. We maintain a significant inventory of common carbon steel tube sizes, which helps us respond quickly to urgent requirements.
Q: What information do you need to quote hf welded carbon steel fin tubes?
A: Tube OD, wall thickness, fin height, fin thickness, fin pitch, total tube length or quantity, and any special requirements like coating or third-party inspection. If you have a datasheet or drawing, that’s even better. Our engineering team reviews every inquiry and returns a detailed proposal within one business day.
Get Your Custom HF Welded Carbon Steel Fin Tube Solution Today — Response Within 12 Hours
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
From a single prototype tube to a full economizer bundle, SANE Industry has the in-house HF welding capacity and the engineering support to deliver. Tell us your tube dimensions, operating conditions, and quantity. Our team will return a complete quotation with data sheets, lead time, and shipping options within 24 hours.
Other Finned Tube Products You May Need


Additional Resources for Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes