
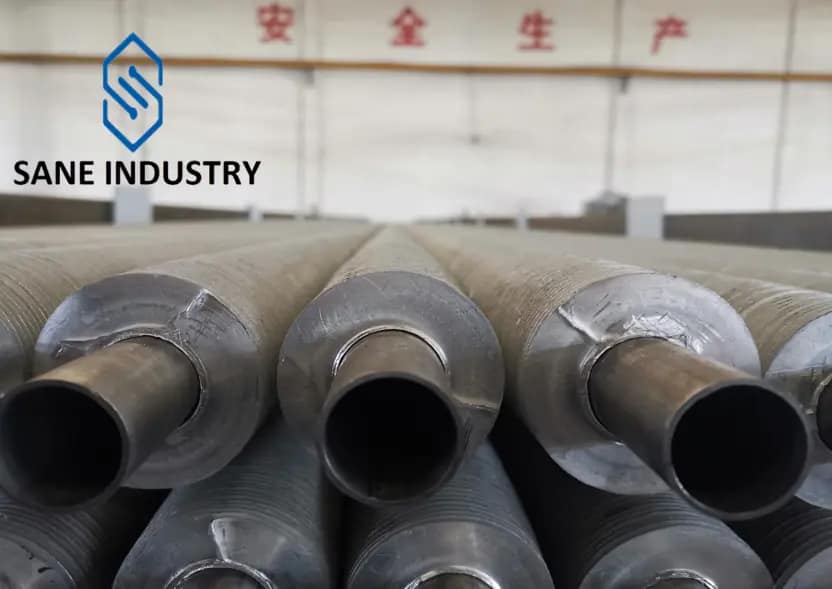
Extruded Bimetallic Finned Tubes
The Ultimate Solution for Corrosive Industrial Environments
At SANE Industry, we’ve solved the biggest flaw in bimetallic fin tube technology. Our extruded bimetallic finned tubes use a cold extrusion process that creates a 100% seamless mechanical bond between the aluminum fin sleeve and steel base tube—no welds, no gaps, no galvanic cells.
This enable a bimetallic extruded bimetallic finned tube that lasts 20-30 years in the harshest corrosive environments, with zero maintenance required. For over 15 years, leading power plants, refineries, and offshore platforms have trusted SANE to deliver bimetallic fin tubes that outperform and outlast the competition.
ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
What Is an Extruded Bimetallic Finned Tube?
An extruded bimetallic finned tube is built around a simple idea: let each metal do what it does best.
The inner tube — carbon steel, stainless steel, or copper — serves as the pressure boundary. It contains the process fluid and resists whatever temperature, pressure, or internal corrosion that fluid brings.
The outer layer is aluminum. A thick-walled aluminum sleeve is placed over the inner tube, then fed through rotating extrusion dies that lift and shape the aluminum into fins. The fins grow directly out of the aluminum layer — they are not attached, bonded, or fastened. They are the aluminum layer.
This is what makes an aluminum extruded finned tube fundamentally different from a wrapped or welded tube: there is no interface between the fin and the outer surface. The fin is the outer surface. Heat flows from the inner tube, through the tight mechanical contact with the aluminum sleeve, and into the fins without crossing a weld, a wrap, or a gap.
Anatomy of a SANE Bimetallic Extruded Finned Tube
A bimetallic extruded finned tube from SANE Industry consists of three functional elements:
Inner Tube: The pressure-retaining core. We supply seamless tubes to ASTM A179, A192, A210 (carbon steel), ASTM A213 (stainless steel), or ASTM B111 (copper alloys). Wall thickness is selected for your design pressure and corrosion allowance.
Aluminum Outer Sleeve: A thick-walled aluminum tube, typically 1050 or 6063 grade, that fits tightly over the inner tube.
Extruded Fins: The outer aluminum is cold-formed through dies that raise fins from the sleeve material itself. Fin height, thickness, and pitch are controlled by the die geometry and process parameters.
The aluminum sleeve is not bonded to the inner tube with adhesive or filler. It’s a tight mechanical fit under the compression of the extrusion process. Over the operating temperature range, thermal expansion keeps the contact pressure between inner tube and aluminum sleeve high, maintaining a low and stable contact resistance throughout the tube’s service life.

Core Advantages — Why Engineers Choose Extruded Bimetallic Finned Tubes
1. Contact Resistance Drops As Temperature Rises
When an extruded bimetallic finned tube enters high-temperature operation, the aluminum fins expand more than the base tube. This increases the hoop grip of the aluminum sleeve around the tube, raising the contact pressure and actually lowering the interfacial thermal resistance compared to the cold state. That “tighter as it gets hotter” behavior is the exact opposite of the loosening seen in many mechanically assembled tubes — and it’s the single most important engineering advantage of the extruded bimetallic design.
2. A Smart Division of Corrosion-fighting Duties
The tube-side fluid can be highly corrosive — seawater, acids, caustic solutions — and is handled by a purpose-chosen corrosion-resistant base tube (titanium, super-austenitic stainless, copper-nickel). The air side relies on aluminum fins. With an aluminum extruded finned tube, the aluminum alloy is remarkably stable in most atmospheric environments, developing a dense Al₂O₃ film that virtually eliminates the need for external coatings. Better still, the aluminum fins completely envelop the outer surface of the base tube, blocking moisture and salt spray from ever reaching it — a true physical shield.
3. One-third the Weight of An All-steel Finned Tube
At identical fin geometry, aluminum (2.7 g/cm³) is far lighter than steel (7.85 g/cm³). An extruded aluminum fin tube therefore weighs roughly 60–70% less than a comparable steel finned tube. For large air-cooled condensers or offshore platform equipment, that translates directly into lower lifting costs, lighter support steel, and cheaper freight.
4. Tough Fins That Stand Up to Cleaning
Extruded aluminum fins have a thick, strong root — nothing like the thin steel strips that can easily fold or tear. In services that demand regular high-pressure water washing or steam soot blowing, bimetallic extruded finned tubes outlast thin-welded steel fin tubes. The ductile aluminum also handles accidental bumps without widespread fin collapse.
5. A Sensible Balance of Production Cost and Return
The manufacturing process is efficient, aluminum tube feedstock is relatively inexpensive, and there’s no need for costly welding equipment or shielding gases. In applications demanding large amounts of heat transfer area and where the operating temperature stays below aluminum’s safe limit, extruded bimetallic finned tubes often beat all-stainless high-frequency welded tubes on both initial investment and total lifecycle cost.
How We Produce Bimetallic Extruded Finned Tubes — The SANE Manufacturing Process
The production of an aluminum extruded finned tube begins with two separate components: a seamless inner tube and a thick-walled aluminum sleeve. The sleeve is slid over the inner tube, and the assembly enters a multi-stage cold extrusion line.
Rotating dies progressively press into the aluminum, displacing material upward to form fins. The process is entirely mechanical — no heat is applied, no melting occurs. The aluminum flows under pressure at room temperature.
The die geometry determines the fin profile. By changing the die set, we can produce different fin heights, thicknesses, and spacings on the same production line. For a bi metal extruded high finned tube, we use dies configured for maximum fin height and optimized profile to prevent fin folding or cracking.
After extrusion, each tube is cut to length, visually inspected, and measured for fin geometry. The inner tube is hydrostatically tested before the sleeve is fitted — so the pressure boundary is proven before the fins go on.

We have total twelve extruded bimetallic finned tube production lines. Monthly production capacity of 150,000 meters.
Bimetallic Extruded Finned Tube Technical Specifications
The technical parameters of the bimetallic extruded finned tubes are highly customizable. The table below shows our common production capacities:
| Parameter | Our Standard Capability |
|---|---|
Base Tube OD |
19 to 60.3 mm |
Base Tube Wall Thickness |
0.5 to 4 mm |
Base Tube Length |
≤32,000 mm |
Base Tube Material |
Carbon steel (ASTM A179, A192, A106 Gr. B, etc.) , stainless steel (304/316L, etc.), alloy steel, copper (C12200), Cu-Ni (C70600), titanium |
Fin Pitch |
2.1 to 10 mm |
Fin Height |
5 to 16 mm |
Fin Thickness |
0.3 to 1.2 mm |
Fin Material |
aluminium (1060, 6063, etc.), copper |
Fin Type |
Solid, serrated |
Bonding Type |
Cold extrusion |
End Finishes |
Plain ends, beveled ends |
Common Material Combinations of Extruded Bimetallic Finned Tubes
1. Common Base Tube Materials
- Carbon Steel (ASTM A179, A192, A210, A106B, P235GH): Used in non-corrosive or mildly corrosive applications where the tube-side media includes steam, hot water, thermal oil, and conventional process fluids.
- Stainless Steel (304, 304L, 316, 316L, 2205 Duplex): Selected for applications requiring high cleanliness of tube-side media, or where media contains chlorides or organic acids.
- Copper-Nickel Alloys (CuNi 90/10, CuNi 70/30): Ideal for seawater cooling systems, coastal power plants, and offshore platforms.
- Titanium and Titanium Alloys (Grade 1, Grade 2): Designed for extreme corrosive conditions such as seawater, brine solutions, and wet chlorine gas environments.
- Nickel-Based Alloys (Inconel 625, Hastelloy C-276): Engineered for strong acid/alkali environments and high-temperature, high-pressure conditions with wet hydrogen sulfide.
2. Common Fin Materials
- Pure Aluminum (1050A, 1060): Highest thermal conductivity, good corrosion resistance — the standard choice for aluminum extruded finned tubes.
- Aluminum-Manganese Alloy (3003): Provides higher mechanical strength than pure aluminum while maintaining comparable corrosion resistance, used when stiffer, more rigid fins are required.
- Aluminum-Magnesium Alloys (5052, 5754): Exhibits exceptional corrosion resistance in marine atmospheric environments, though slightly more difficult to extrude and form.
- 6063 Aluminum Alloy: Heat-treatable for enhanced strength, suitable for high-temperature and high-pressure heat exchangers, with a recommended maximum continuous operating temperature of 200°C.
3. Quick Reference Table for Typical Application Combinations
| Tube-Side Environment | Base Tube Material | Fin Material | Typical Application |
|---|---|---|---|
Low-pressure steam / hot water |
Carbon steel |
Aluminum (1060/3003) |
HVAC air cooling, power plant ACC |
Process cooling water / mild corrosion |
304 / 304L |
Aluminum (1050/3003) |
Food & pharmaceutical air coolers |
Seawater / brackish water |
CuNi 90/10 or Titanium |
Aluminum (3003/5052) |
Offshore platforms, LNG cold-end air coolers |
High-temperature high-pressure steam (≤260°C) |
15CrMo / Carbon steel |
Aluminum (3003) or high-silicon aluminum |
Thermal power air-cooled condensers |
High-purity media (Water for injection) |
316L |
Aluminum (1060) |
Pharmaceutical cleanroom HVAC |

Where Extruded Bimetallic Finned Tubes Are Installed
Petrochemical Industry
From crude distillation and catalytic cracking to hydrocracking units, an extruded bimetallic finned tube is the workhorse inside hundreds of air coolers. Base tube materials are selected to match the process fluid — carbon steel, Cr-Mo steel, or stainless steel — while the fins remain aluminum.
Power Plant
In the air-cooled islands of large modern thermal power stations and concentrated solar power (CSP) plants, tens of thousands of extruded bimetallic finned tubes make up the heat exchange bundles, condensing low-pressure turbine exhaust steam back into water. The typical construction is a carbon steel base tube with aluminum fins — either plain or serrated.
HVAC & Refrigeration
In large building chiller packages (evaporators and condensers), heat pumps, and precision air conditioning for data centers, the extruded bimetallic finned tube is the default air-side heat exchanger. Copper-tube/aluminum-fin and steel-tube/aluminum-fin combinations are both common. The copper or steel handles the refrigerant or water side, while the extruded aluminum fin tube optimizes the air side.
Offshore Oil & Gas Platforms and FPSOs
Weight is everything offshore, and salt spray is relentless. An extruded aluminum fin tube built on a copper-nickel (CuNi) or titanium base tube handles all three demands at once: seawater cooling on the inside, marine atmospheric corrosion resistance on the outside, and a drastic reduction in exchanger weight.
Food, Pharmaceutical, and Cleanroom Applications
Stainless steel base tubes paired with aluminum fins allow extruded bimetallic finned tubes to serve in cleanroom air handling units (AHUs) and freeze-dryer condensers. The stainless interior guarantees zero contamination of the product-side stream, while the aluminum extruded finned tube provides the high heat transfer needed to keep tight space conditions under control.
Geothermal Power and Industrial Waste Heat Recovery
For geothermal brine or industrial wastewater below 150°C, a carbon steel base with aluminum fins gives an extruded bimetallic finned tube that can withstand the internal pressure while taking full advantage of aluminum's superior thermal conductivity at lower temperatures.
Selection Guide: How to Choose the Right Extruded Bimetallic Finned Tube
Step 1: Determine the Tube-Side Corrosivity and Pressure Rating
The base tube of an extruded bimetallic finned tube is the sole pressure boundary and the only surface in contact with the internal medium, so the first question to answer is: what flows inside, and at what pressure?
Non-corrosive or mildly corrosive media (steam, hot water, thermal oil, clean process water): A carbon steel base tube (SA 179, A106B) is the go-to choice — best cost-performance ratio. If the pressure is high, simply increase the wall thickness or step up to a higher-strength carbon steel grade.
Moderately corrosive media (chlorides, organic acids, mildly acidic condensate): 304/304L or 316/316L stainless steel base tubes. If chloride levels are on the high side and the temperature exceeds 60°C, consider 2205 duplex stainless to avoid stress corrosion cracking.
Seawater, brackish water, or high-salinity wastewater: Copper-nickel alloys (CuNi 90/10, 70/30) or commercially pure titanium (Grade 1, Grade 2). Titanium offers unmatched corrosion resistance but at a much higher cost than CuNi, so it is typically reserved for conditions where CuNi falls short.
Strong acids, hot alkalis, wet H₂S, and other extreme environments: Nickel-based alloys (Inconel 625, C-276) or titanium. Here the tube material cost will dominate the budget, so rigorous corrosion testing before selection is a must.
Step 2: Define the External Environment and the Cooling Medium
The fins on an extruded bimetallic finned tube are almost always aluminum, so the air-side conditions must be compatible with aluminum’s capabilities.
Clean air environments (power plant air-cooled condensers, commercial HVAC, data centers): Standard pure aluminum (1050A, 1060) or aluminum-manganese alloy (3003) fins are all you need — maximum thermal conductivity, lowest processing cost.
High humidity, salt spray, coastal atmospheres: Opt for aluminum-magnesium alloys (5052, 5754) or aluminum-manganese 3003. These grades offer far better resistance to pitting in chloride-laden environments than pure aluminum. Anodizing or chromate conversion coating on the fin surface can provide an extra layer of protection where necessary.
Industrial atmospheres with trace acidic gases (e.g., around refineries): Aluminum fins can tolerate dilute sulfuric acid dew point corrosion, but the fin pitch must be kept open enough to prevent corrosion products from clogging the passages. Serrated fins are a good match here — they are more forgiving when it comes to ash buildup and fouling.
High dust, fibrous debris, or heavy insect presence: Do not go too tight on fin spacing. A range of 6–10 FPI (fins per inch) is recommended, together with inlet air filtration screens.
Step 3: Set Fin Geometry
Base tube dimensions and fin geometry are ultimately determined by thermal and hydraulic calculations, but a few rules of thumb will quickly get you into the right range:
Base tube outside diameter: Driven by the tube-side flow rate and allowable pressure drop. Typical liquid velocities are 1–3 m/s, gas velocities 8–15 m/s. Commonly used OD ranges from 16 mm to 38 mm.
Fin height: The practical range is 8–16 mm. Excessively tall fins see their tips approach the fluid temperature, yielding only marginal gains in effective surface area while significantly raising air-side pressure drop and material consumption. Unless there is a specific reason to deviate, a fin height of 12.5 mm or 15 mm represents a battle-tested balance point.
Fin spacing (or FPI): For clean air, 12–20 FPI allows a compact design. For dust-laden air, reduce to 8–11 FPI. For heavily fouling or easily plugged environments, drop further to 6–8 FPI. Overly tight spacing not only clogs quickly but can also send fan power consumption soaring.
Fin type: Plain fins are simple to manufacture and cost-effective. Serrated fins, with their notched edges that disrupt the boundary layer, can boost the heat transfer coefficient by 10–20%. They also drain water better under wet-dry cycling, making them a strong candidate for air-cooled condensers and applications with wide humidity swings.
Step 4: Build-to-Print Manufacturing
The extruded bimetallic finned tube industry is highly customized, and build-to-print manufacturing is the norm. Simply provide your drawings or technical specification sheet, noting the base tube material, fin material, fin geometry (outside diameter, fin height, fin pitch, fin type), tube end configuration, tube length, and inspection requirements. We will review your documents and prepare a production proposal drawing for your approval before proceeding with tooling adjustment and sample tube production. This back-and-forth alignment is the foundation that ensures batch-to-batch consistency for every extruded bimetallic finned tube delivered.
Quality Guarantee — How We Verify Every Bimetallic Extruded Finned Tube
At SANE Industry, an extruded bimetallic finned tube leaves our plant only after it clears six inspection gates. Each gate has a pass criterion. None has a waiver. Below is what happens between raw material and final shipment.
Gate 1: Inner Tube Inspection
Every incoming lot of carbon steel, stainless steel, or copper alloy tube is checked against its mill certificate. We verify chemistry, OD, wall thickness, and surface condition per ISO 9001 and the applicable ASTM or EN standard. Our inspectors are trained to catch what instruments alone might miss — rolling marks, straightening scratches, end damage from transit.
Gate 2: Aluminum Sleeve Inspection
The aluminum that will become the fins arrives as thick-walled tube stock. We check alloy chemistry against the grade specification — 1050, 1060, 3003, 5052, 6063, or whatever your order requires. Wall thickness and concentricity are measured, because a sleeve that's off-center will produce fins that vary in height around the circumference. Surface condition is inspected for gouges, corrosion product, or handling damage sustained during shipping.
Gate 3: Extrusion Process Monitoring — Measure While the Line Runs
Extrusion is a continuous process. Once the aluminum sleeve is assembled over the inner tube, the assembly feeds through rotating extrusion dies that progressively lift and shape the fins. We don't wait until the run is over to check the results.During production, our QC inspector pulls at least one tube out of every ten for a detailed in-process measurement. Fin height, fin pitch, finned length and fin thickness are verified against the drawing.
Gate 4: Post-Extrusion Dimensional Check — Every Tube, Every Dimension
After extrusion and cutting to length, every single tube goes through a full dimensional check. Not a sample. Every tube. We measure tube OD, wall thickness, overall length, fin height, fin pitch, fin thickness, finned length and Straightness. Every measurement is recorded. If a dimension is out of tolerance, the tube is set aside and the cause is investigated.
Gate 5: Surface Inspection — Visual and Tactile
Aluminum extrusion leaves a characteristic surface finish — smooth, continuous, with no weld spatter and no mechanical joints. It should look clean. Our inspectors know what "clean" looks like, and they know what to look for when it isn't.Every completed extruded bimetallic finned tube undergoes a visual surface inspection under shop lighting. Our inspector checks for: cracks or folds at the fin root or tip, surface scoring, etc.
Gate 6: End-to-End Full Traceability
An aluminum extruded finned tube ships with more than a packing list. Every tube — or every bundle, depending on the order structure — is permanently marked with a unique identification number. We compile these records into an EN 10204 3.1 certificate as standard. The certificate certifies that the materials and the finished product conform to the specification — and it provides the data trail to prove it.If your project requires independent third-party verification, we issue EN 10204 3.2 certificates with witness inspection from SGS, Bureau Veritas, TÜV, or your nominated inspector.
Six gates. Zero shortcuts. A bimetallic extruded finned tube from SANE Industry arrives with a verified pressure boundary, measured fin geometry, inspected surface quality, and a complete paper trail — because the tube that matters is the one installed in your exchanger, not the one in our brochure.

Bimetallic Extruded Finned Tubes — Proven in Service
SOUTHEAST ASIA • REFINING
Air-Cooled Condenser Retube, Gas Processing Plant
Challenge: A gas processing plant on the Malaysian coast was running an air-cooled condenser with wrapped aluminum fin tubes. Within three years, fins began loosening across the bundle. The root cause was the coastal humidity cycle — fins expanded and contracted at a different rate from the steel base tube, and the mechanical wrap gradually relaxed. Heat rejection dropped. The plant was compensating by running fans at higher speed, burning through motor replacements to mask a tube problem.
Solution: SANE supplied a full bundle of extruded bimetallic finned tubes — A179 carbon steel inner tubes with 1050 aluminum fins extruded directly from the outer sleeve. The integral fin construction eliminated the mechanical interface that had failed on the wrapped tubes. We matched the original tube OD, fin height, and fin pitch so the new bundle dropped into the existing header boxes without modification.
Result: Five years into continuous operation, the condenser is still running with its original fans at design speed. Fin integrity is intact across all 600 tubes. The plant’s maintenance lead told us during a site visit that the extruded bimetallic finned tubes had “removed fin loosening from the turnaround checklist entirely.” They’ve since standardized on extruded construction for all ACC retubes across the facility.
MIDDLE EAST • OFFSHORE
Platform Cooler Bundle Replacement, Arabian Gulf
Challenge: An offshore production platform in the Arabian Gulf was replacing finned tube bundles on its process gas coolers every four to five years. The original tubes were carbon steel with aluminum fins — mechanically wrapped, not extruded. Salt-laden marine air was penetrating the fin-to-tube interface and corroding the steel underneath the fins. By the time corrosion was visible on the fin surface, the base tube wall had already thinned below the corrosion allowance. The platform operator needed a tube that could survive a full inspection cycle without this hidden degradation.
Solution: SANE proposed a switch to aluminum extruded finned tubes with 316L stainless steel inner tubes. The aluminum outer layer — extruded, not wrapped — completely encases the inner tube, leaving no path for salt spray to reach the pressure boundary. The 316L inner tube adds chloride pitting resistance on the process side. We produced the full bundle in 28 days to align with the platform’s planned shutdown window.
Result: Three inspection cycles later, ultrasonic thickness readings show no measurable wall loss on any tube in the bundle. The platform’s integrity engineer noted that the extruded bimetallic finned tube design had eliminated the under-fin corrosion mechanism that drove their previous replacement schedule. The operator has added “extruded construction, no mechanical wrap” to their offshore cooler specification — and SANE is named as an approved supplier for the next three platform campaigns.
Frequently Asked Questions
Q: What's the difference between an extruded bimetallic finned tube and a mono-metal extruded aluminum fin tube?
A: In a bimetallic tube, the inner tube and the outer fins are different metals — for example, a steel tube paired with aluminum fins. In a mono-metal version, the whole thing is aluminum, inside and out. The extruded bimetallic finned tube can handle high pressure and corrosive fluids on the inside; the mono-metal extruded aluminum fin tube is really only suited for low-pressure, clean media.
Q: How does a bimetallic extruded finned tube resist corrosion?
A: The aluminum outer layer completely encases the inner tube. The inner tube never sees the external environment. This is the primary reason offshore and coastal plants choose this design.
Q: What is an aluminum extruded finned tube — is it the same thing?
A: Yes. “Aluminum extruded finned tube” describes the outer fin material and the process. Our bimetallic extruded finned tubes are aluminum extruded, with a second metal inside for pressure containment.
Q: How does extrusion compare to welding for fin attachment?
A: Extrusion produces an integral fin — no weld, no gap. Welded fins have a metallurgical bond that handles higher temperatures. Extruded bimetallic finned tubes excel in corrosion protection below 350°C.
Q: Can I get serrated fins on bimetallic extruded finned tubes?
A: Yes, we can produce extruded bimetallic finned tubes with a serrated profile for enhanced air-side heat transfer. This is a special-order configuration.
Q: What is the maximum operating temperature for extruded bimetallic finned tubes?
A: Extruded bimetallic finned tubes can operate continuously at temperatures up to 300°C. Above this temperature, the aluminum fins begin to soften and lose their mechanical strength. For higher temperatures, we recommend our high frequency welded fin tubes.
Q: What is your lead time for extruded bimetallic finned tubes?
A: For common materials and standard specs of extruded bimetallic finned tubes, you’re generally looking at 50 to 60 days. Special alloy base tubes — titanium, nickel-based — require extra procurement time, usually around 60 to 70 days.
Q: Can you manufacture extruded bimetallic tubes with stainless steel base tubes?
A: Yes, we offer extruded bimetallic tubes with 304 and 316L stainless steel base tubes for highly corrosive chemical environments. The stainless steel provides additional corrosion protection for the base tube, while the aluminum fins provide excellent heat transfer.
Q: How high can the operating pressure go for an extruded bimetallic finned tube?
A: The pressure rating depends entirely on the base tube material, wall thickness, and diameter — the fins have nothing to do with it. In practice, base tube design pressures range anywhere from a few MPa up to 30 MPa or more.
Q: We supply drawings — can you manufacture to our design?
A: Absolutely. Build-to-print is the standard practice across the air-cooling and heat exchanger industry. We will review the drawings, produces samples for your approval, and then moves to full production of the extruded aluminum fin tube bundles.
Start Your Bimetallic Extruded Finned Tube Inquiry
You’ve seen the process, the materials, and the quality gates. Now tell us what you need. We’ll return a complete proposal within one business day.
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
From a single trial tube for material compatibility testing to a full air-cooled condenser bundle, SANE Industry has the bimetallic extrusion capability and the application engineering support to deliver. Tell us your inner tube material, fin geometry, and operating conditions. Our team will return a complete quotation with data sheets, material certificates, and lead time within 24 hours.
Other Finned Tube Products You May Need



Additional Resources for Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes