
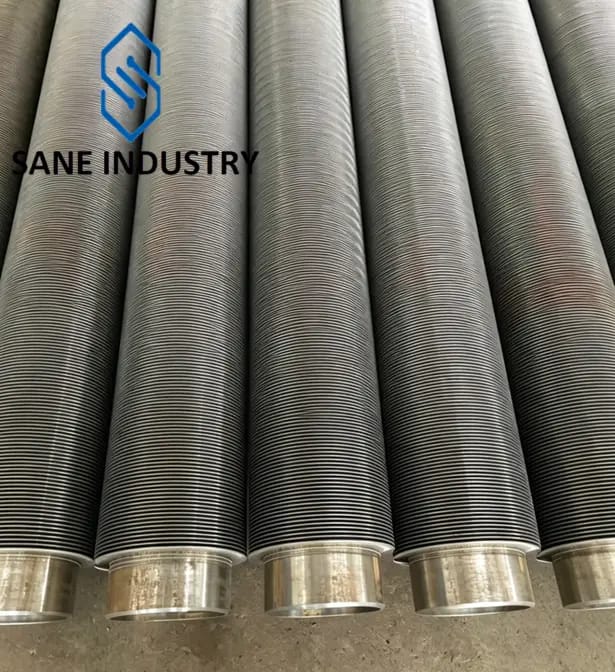
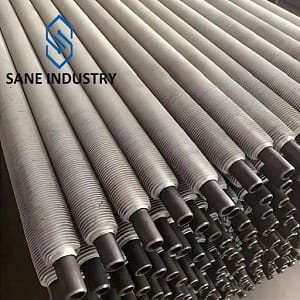
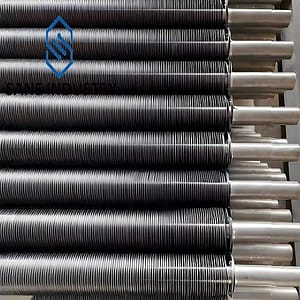
High Frequency Welded Finned Tubes
A complete range of high frequency welded fin tubes — solid, serrated, spiral, carbon steel, and stainless — all manufactured under one roof by SANE Industry.
For over 15 years, SANE Industry has been perfecting the art of high frequency welding to create the most reliable, efficient finned tubes on the market. Unlike mechanically bonded fins that loosen and fail over time, our high frequency welded finned tubes form a permanent molecular bond between fin and base tube—eliminating thermal resistance and ensuring decades of trouble-free service.
Whether you need solid fin tubes for high-pressure boilers, spiral fin tubes for air coolers, serrated fin tubes for waste heat recovery, or carbon steel fin tubes for cost-effective general use, we have the exact solution for your application. Our engineering team doesn’t just sell tubes—we design custom thermal solutions that reduce your energy costs and extend equipment life.


ISO 9001:2015 Certified
All manufacturing and testing in our factory are strictly in accordance with ISO standards.
Rich Industry Experience
Specializing in the production of finned tubes for over 15 years, serving more than 100 clients worldwide.
The Strictest Quality Control
From raw materials to the final product, every stage is strictly controlled for quality. TÜV, SGS, BV inspection available.
Full Material Traceability
We ensure full traceability via EN 10204 3.1 or 3.2 mill test certificates and complete records throughout the entire process.
What Is a High Frequency Welded Finned Tube?
A high frequency welded finned tube starts with two pieces of steel — a seamless base tube and a flat fin strip. High-frequency alternating current passes through the point where the two meet, heating the steel to forging temperature in milliseconds. Under pressure from a welding roll, the fin fuses to the tube. No filler metal. No flux. Just a metallurgical bond that stays put.
At SANE Industry, we run this process on automated lines that operate 24 hours a day. The result is an hf welded fin tube that arrives with consistent fin pitch, a fully fused fin root, and a documented inspection record — whether you order 50 tubes or 5,000.
Key features of high frequency welded fin tubes:
- Metallurgical Bond — Fin and tube become one piece at the weld interface.
- No Filler Metal — The resistance weld is autogenous; nothing comes between the fin and the tube.
- Continuous Helical Fin — One continuous fin wraps the tube from end to end, eliminating start-stop weaknesses.

How High Frequency Welding Creates a Permanent Fin Bond
The term high frequency resistance welded finned tube describes the method precisely. An electrical current — typically in the 200-400 kHz range — is delivered through contacts placed on the fin strip and the tube. Because both are carbon or stainless steel, the electrical resistance at their contact point generates intense, localized heat.
This heat raises the steel surface to approximately 1,200-1,300°C within a fraction of a second. Simultaneously, forge pressure is applied through the welding roll. The heated material at the interface flows together and solidifies as a single continuous metal structure. This is a solid-state forge weld — no melting pool, no cast structure, no dilution zone.
The tube rotates and advances in a controlled spiral, producing a fin that is welded along its entire root length. The process is fast, repeatable, and generates a consistent microstructure that our lab verifies through periodic macro-etch and peel testing.
Core Advantages of High Frequency Welded Fin Tubes
1. Metallurgical Fusion
No matter how traditional finned tubes are manufactured, a micron-scale air gap always remains between the tube and the fin — and that gap itself acts as a thermal barrier. High-frequency welding causes the two metals to intermix and diffuse at the interface, forming a shared grain zone only a few microns thick. When heat flows across this bonded layer, it passes as smoothly as if traveling through a single, uninterrupted piece of metal. That is why a high frequency welded finned tube routinely delivers a fin efficiency above 90%, while mechanically attached fin tubes often manage only 60–80%.
2. Survives Thermal Cycling
Many finned tubes fail not because of corrosion, but because repeated start-stop cycles cause the tube and fin — with different expansion coefficients — to pull and push against each other like a bellows, eventually loosening the connection. After high-frequency welding, as long as the base tube and the fin are the same material, they form a single, unified body. Whether it is carbon steel paired with carbon steel, or stainless steel with stainless steel, thermal expansion and contraction occur in lockstep, so the joint never repeatedly opens and closes. This characteristic is especially critical in peaking boilers and batch-operated process units — exactly the kind of service where a high frequency welded fin tube proves its long-term reliability.
3. High Weld Strength
In industry testing, a properly made high frequency welded finned tube frequently exhibits a bond strength between the fin and the tube that exceeds the shear strength of the parent metal itself. Put plainly, if you attempt to peel the fin away from the tube, what fails first will most likely be the fin — not the weld.
4. Compact Structure Saves Space and Material
Because the fins can be made taller, packed more tightly, and rolled thinner without the risk of detachment, a high frequency welding fin tube can achieve a finning density (fins per inch or fins per unit length) two to three times greater than that of conventionally finned tubes. This means that for an identical heat duty, the number of tube rows drops substantially, and the overall equipment casing shrinks. For skid-mounted packages and mobile heat exchange stations, this translates directly into lower transportation costs and a smaller site footprint.
5. All-Steel Construction Available
Unlike wrapped or embedded fin tubes that typically use aluminum fins on steel tubes, a high frequency resistance welded finned tube can be built entirely from carbon steel or entirely from stainless steel. No galvanic couple. No differential expansion.
6. Long Service Life
A welded fin does not loosen over time. Maintenance crews inspecting bundles after years of service consistently report intact fins and stable heat transfer performance on high frequency finned tubes from SANE.
Our High Frequency Welded Finned Tube Range — Select Your Type
Every high frequency resistance welded finned tube we produce starts with the same welding principle. The differences are in fin profile, material, and geometry. Choose the type that matches your application.
Description:
A high frequency welded finned tube with a flat, uninterrupted fin profile welded along the entire root. The fin and tube become one continuous steel structure — no gaps, no mechanical interface, no place for corrosion to start. This is the configuration power plants and refineries specify when the fin absolutely cannot loosen under thermal cycling.
Key Features:
- Full metallurgical bond — fin root is fused, not pressed
- Zero thermal contact resistance, stable for the life of the tube
- Available in carbon steel and stainless steel
Best For:
Economizers, process heaters, and air-cooled condensers where daily temperature swings would eventually relax a wrapped fin. Also the right starting point for any high frequency welded fin tube specification where the gas stream is clean and predictable.
Description:
A high frequency resistance welded finned tube where the fin strip is precision-cut with a serrated edge before it reaches the welding station. The serrations break up the air-side boundary layer, creating micro-turbulence that boosts heat transfer without increasing fin height or tube count. SANE Industry welds these on the same automated lines as our solid fins — the bond is identical, the surface geometry is the difference.
Key Features:
- Serrated fin profile increases heat transfer by 20–40% compared to plain fins
- Same metallurgical weld as solid fin — no mechanical slip
- Can reduce required tube count in air-side-limited duties
Best For:
Air-cooled heat exchangers, gas coolers, and refrigeration condensers where the controlling resistance is on the fin side. When an existing hf welded fin tube bundle needs more duty in the same footprint, switching from solid to serrated fins often solves it without retubing the entire exchanger.

Description:
A continuously welded helical fin wrapped around the base tube in a single, uninterrupted pass. The spiral geometry means there are no stop-start points along the fin — just one consistent weld from end to end. This high frequency welded spiral finned tube configuration is the default for large air-cooled condensers and HRSG bundles where production speed, consistency, and tight delivery matter as much as thermal performance.
Key Features:
- Continuous helical fin — one uninterrupted weld along the tube
- Solid or serrated fin profile options on the same line
- CNC-controlled pitch held to ±0.1 mm across the full length
Best For:
Large-tonnage projects — ACC bundles, HRSG evaporator sections, waste heat recovery units. When a project schedule demands thousands of high frequency finned tubes with identical geometry and full traceability, the spiral process delivers consistency at scale.

Description:
The industry’s most widely used finned tube — a carbon steel base tube with a carbon steel fin, welded by high-frequency resistance heating. Same material throughout means no galvanic couple and no differential expansion to manage. SANE Industry stocks common tube sizes in ASTM A179, A192, A210, and A106B to support both scheduled turnarounds and emergency replacements.
Key Features:
- All-carbon-steel construction — fin and tube expand and contract together
- Most cost-effective high frequency welded finned tube configuration
- Large inventory of common diameters for fast turnaround
Best For:
Economizers, air preheaters, process heaters, and any application where the operating environment is non-corrosive and the priority is a permanent fin bond at a practical price. An hf welded carbon steel fin tube is the first option most engineers evaluate — and often the last one they need.

How We Build a High Frequency Welded Finned Tube — The SANE Manufacturing Process
SANE Industry operates dedicated high frequency welding lines that run 24 hours a day. This is not a side process for us — it’s the core of our manufacturing program.
From raw tube to finished product, every high frequency welded fin tube moves through seven stations. Each station has one job. Together, they produce a finned tube with a permanent metallurgical bond and full traceability.
The core steps of the production of high frequency welded fin tubes are as follows:

We have total four high frequency resistance welded finned tube production lines. Monthly production capacity of 1,500 tons. This seven-step sequence runs 24 hours a day on our dedicated HFW lines. Whether you order 100 tubes or 5,000, every single piece passes through the same stations, the same checks, and the same final test. The process doesn’t change with order size — only the quantity does.
Industries That Depend on HF Welded Finned Tubes
SANE Industry’s high frequency welded finned tubes are used in a wide range of industrial applications where reliability and performance are critical:
Petrochemical & Refining
HF welded finned tubes are used in fired heaters, air coolers, reformers, air-cooled condensers, process heaters, furnace coils, crude heaters, vacuum heaters, coker convection sections.
Power Generation
HF welded finned tubes are used in boiler economizers, air preheaters, air cooled condensers, HRSGs.
HVAC & Refrigeration
HF welded finned tubes are used in condensers, evaporators, unit heaters.
Food & Beverage
HF welded finned tubes are employed in pasteurizers, dryers, ovens.
Marine & Offshore
HF welded finned tubes are used in engine cooling, exhaust heat recovery, platform coolers, FPSO heat exchangers, seawater heating coils.
Waste Heat Recovery
HF welded finned tubes are employed in flue gas coolers, cogeneration systems.
Selection Guide: How to Choose the Right HF Welded Finned Tube
Step 1: What's the operating temperature?
Below 250°C, wrapped fins may suffice. Above 300°C, high frequency welded finned tubes become the standard recommendation because mechanical bonds begin to relax.
Step 2: What material does the environment demand?
Non-corrosive gas and budget-sensitive? Carbon steel. Corrosive or high-humidity? Stainless steel or galvanized. Our high frequency resistance welded finned tubes can be produced in both, from the same line.
Step 3: What fin profile optimizes your duty?
- Solid fins for clean, predictable gas streams. Serrated for gas-side-limited heat transfer. Spiral for large bundles with tight delivery schedules. SANE engineers can run the numbers if you send your design conditions.
Quality Assurance — How We Verify Every HF Welded Finned Tube
A high frequency welded fin tube leaves our plant only after it clears six inspection gates. No shortcuts, no batch sampling in place of individual testing — just a straight line from raw material to final documentation.
1. Incoming Material Release
Before a single tube and a fin strip enters production, our receiving inspection team verifies every incoming lot against its mill certificate. Chemistry, mechanical properties, OD, wall thickness, and surface condition are all checked. We reject material that falls outside the spec. This applies equally to carbon steel, stainless steel, and alloy grades. A high frequency welded finned tube is only as reliable as the material it starts with. We start with material that's been checked, not trusted.
2. Welding Procedure Qualification
Every material-grade and dimension combination that goes onto our welding lines has a qualified procedure behind it. We prepare a WPS (Welding Procedure Specification) and support it with a PQR (Procedure Qualification Record) that includes tensile, macro-etch, bend, peel, and hardness tests on sample welds. These documents are submitted for customer review and approval before production welding begins. When you specify a high frequency resistance welded finned tube, you're getting a weld that was proven on test coupons before it was ever made on your order.
3. In-Process Spot Inspection
Production runs on a high frequency welding fin tube line move fast — and our QC keeps pace. At least one tube in every ten is pulled mid-run for a full dimensional and weld-appearance check. Fin pitch, fin height, weld bead profile, and tube straightness are measured against the production drawing. If an anomaly is found on the spot-checked tube, the nine tubes produced immediately before it are reinspected. If the anomaly repeats, inspection extends further upstream until we identify and resolve the root cause. The line does not resume production until the cause is fixed — not patched.
4. Post-Weld Dimensional Verification
After cooling, every tube — not a sample, not a representative piece — is measured for fin pitch, fin height, tube OD, wall thickness, and straightness, etc. These measurements are recorded and compared directly to your purchase specification. A tube that holds pressure perfectly but is 1.5mm out of straightness still gets set aside. Dimensional precision on an hf welded finned tube matters for tube sheet fit-up and consistent air-side performance across the entire bundle.
5. 100% Hydrostatic Pressure Testing
Every completed high frequency welded finned tube is hydrostatically tested to 1.5 times its design pressure. The tube is filled with water, pressurized, and held under pressure while an inspector examines the entire weld path visually. No leaks. No weeps. No pressure drop beyond the accepted tolerance. We test every single tube. This is what allows our customers to install SANE tubes into high-pressure economizers, boilers, and process heaters with full confidence in the pressure boundary.
6. Full Traceability & Final Documentation
A high frequency welded fin tube ships with more than a packing list. Every tube is permanently marked with its unique heat number, linking it back to the raw material certificate, the WPS/PQR, all in-process inspection records, the final dimensional report, and the hydrostatic test chart. We compile these into an EN 10204 3.1 certificate as standard, and 3.2 when your inspection authority requires independent witness. No missing links in the chain — from the steel mill heat lot to the tube on your receiving dock, every data point is documented and retrievable.
Every SANE high frequency welded finned tube ships with a straight promise: if a manufacturing defect surfaces within the first year of service, we own it. No fine print, no burden-shifting. Our quality management system is registered to ISO 9001:2015, but the real proof is in how we handle your order — not just the certificate on the wall.
Need third-party verification? We coordinate with SGS, Bureau Veritas, TÜV, or your nominated inspector. You’re welcome to witness the hydro test live at our facility, review the traceability file on the spot, or have your surveyor monitor production from weld start to final packing. We treat outside inspection as a normal part of the job — not an interruption.

Comparison of HF Welded Finned Tubes with Other Fin Tube Types
| Type | Bond Type | Fin Material | Fin Attachment Strength | Max Operating Temperature | Cost Level | Service Life Under Cyclic Loads | Typical Applications |
|---|---|---|---|---|---|---|---|
HF Welded Finned Tube |
HF welding — fin welded to tube along entire root |
Carbon steel, alloy steel, stainless steel |
Excellent. No movement under thermal cycling. |
Up to 500°C+ |
Moderate |
Long. Weld does not fatigue. |
Air coolers, economizers, HRSGs, process heaters, waste heat recovery |
Mechanical — fin strip held by tension |
Typically Aluminum |
Moderate. Can loosen over time with temperature swings. |
250–300°C typical |
Low |
Shorter. Thermal cycles relax the wrap. |
General HVAC, low-temp heating coils | |
Mechanical — fin foot rolled into a groove |
Typically Aluminum |
Good. Groove provides positive retention. |
350–400°C typical |
Moderate |
Medium-long. Groove resists loosening. |
High-temperature flue gas recovery, air preheaters | |
Metallurgical — fin and outer layer are one continuous extrusion |
Typically Aluminum |
Excellent. Fin and outer tube are a single piece of metal. |
300–350°C typical (limited by aluminum fin) |
High |
Long. One-piece construction handles cycling well. |
Air coolers in corrosive environments, offshore, refrigeration |
Every fin tube technology excels in specific operating conditions—no single design fits all. Mechanically wrapped L-fins work for low-temperature HVAC coils. G-embedded fins handle moderate heat but fail above 300°C. Extruded bimetallics resist corrosion but carry a steep price premium.
A high frequency welded finned tube solves the fundamental flaw of all mechanical designs: permanent fin attachment under extreme thermal cycling and vibration. Our high frequency finned tubes form a molecular bond that eliminates thermal gaps and fin separation. While HFW tubes have a slightly higher upfront cost, they deliver the lowest total cost of ownership over their 15-25 year service life.
At SANE Industry, we manufacture all major fin types under one ISO 9001 certified system. We recommend based on your operating conditions, not our production limits. If your project requires multiple technologies, we can supply high frequency resistance welded finned tubes, wrapped aluminum fins, and extruded bimetallics in a single consolidated order.
Customer Success Stories — HF Welded Finned Tubes Proven in the Field
EUROPE • DISTRICT HEATING
Condensing Economizer for a Municipal Waste-to-Energy Plant
Challenge: A waste-to-energy plant in Northern Europe was condensing flue gas below the acid dew point. Their original economizer used embedded G-fin tubes with aluminum fins on carbon steel. The combination of acidic condensate and thermal cycling — from 60°C return water to 230°C flue gas — was driving under-fin corrosion. Fins were lifting in sections, and tube wall loss forced an unplanned retubing 18 months ahead of schedule. The plant operator wanted a finned tube that could survive condensing conditions without the dissimilar-metal corrosion trap.
Solution: SANE proposed a complete bundle redesign using high frequency welded finned tubes in 316L stainless steel — fin and tube both stainless, eliminating the aluminum-carbon couple entirely. Because the fin is forge-welded to the tube, there is no crevice at the fin root for acidic condensate to pool. The weld is continuous along the entire helical path, so moisture cannot wick underneath the fin as it can with a mechanical wrap. Our engineers matched the original fin pitch and height to preserve the thermal duty, and we supplied an EN 10204 3.2 certificate package to satisfy the plant’s notified body.
Result: After two full heating seasons, ultrasonic thickness readings show no measurable wall loss. Fin integrity is intact across all 400 tubes. The plant’s maintenance lead reported that the SANE high frequency resistance welded finned tube bundle has eliminated the bi-annual inspection requirement they had with the previous design — and they’ve since specified all-welded stainless construction for the plant’s second economizer line. replacement projects.
SOUTH AMERICA • MINING & METALS
Sulfuric Acid Plant Gas Cooler — Atacama Desert
Challenge: A copper smelter in Chile was operating a gas cooler downstream of a sulfuric acid plant. The existing finned tubes were wrapped aluminum fins on carbon steel. Daytime ambient temperatures above 40°C and nighttime drops below freezing created aggressive thermal cycles. After three years, fins were loosening and the gas-side pressure drop was rising. The smelter needed a high frequency welding fin tube solution that could handle the desert’s 30°C diurnal swing without losing fin contact.
Solution: SANE delivered hf welded finned tubes in carbon steel with a serrated fin profile — the serrations designed to improve heat transfer in the low-density SO₂/SO₃ gas stream. The metallurgical bond between the fin and tube withstands thermal expansion and contraction without relaxation. We pre-applied a high-temperature anti-corrosion coating suitable for acid gas service as a post-weld treatment. The entire bundle was produced and shipped in 28 days to align with a scheduled plant shutdown.
Result: The gas cooler has been in service for 20 months through two full seasonal cycles. Pressure drop remains within 5% of the design value, and infrared inspection of the tube bundle shows uniform temperature distribution — no hot spots from detached fins. The smelter’s reliability engineer noted that the high frequency welded fin tube bundle outperformed the original design in both thermal duty and mechanical stability, and the next acid plant turnaround will use SANE tubes exclusively.
Frequently Asked Questions
Q: What is a high frequency resistance welded finned tube?
A: It’s the same product as the high frequency welded finned tube, just described with the full technical name. “High frequency resistance welded” specifies the welding method — electrical resistance heating at high frequency. “HF welded finned tube” is the commonly used shorthand. At SANE, both terms refer to tubes with a continuously welded helical fin and a metallurgical bond.
Q: How does HF welding compare to other fin attachment methods?
A: HF welding creates a metallurgical bond — the fin becomes part of the tube. Wrapped fins rely on mechanical tension. Embedded fins use a grooved mechanical lock. Extruded fins are formed from a dissimilar outer layer. Among all methods, a high frequency welded fin tube offers the strongest fin attachment and the highest resistance to thermal cycling.
Q: What materials are available for high frequency welded finned tubes?
A: We offer HF welded finned tubes in a wide range of materials, including carbon steel (A179, A106 Gr.B), alloy steel (A335 P11, P22), stainless steel (304, 316L), etc. The welding process is the same; the material choice depends on your operating environment.
Q: What is the maximum operating temperature for high frequency welded fin tubes?
A: Up to 500°C for carbon steel high frequency welded finned tubes, and 650°C for stainless steel HF welded finned tubes. The limiting factor is typically the material’s oxidation resistance, not the weld itself. The weld maintains its integrity at temperatures that would relax a wrapped fin.
Q: Will the fins rust?
A: Carbon steel fins on a high frequency welded fin tube will form surface rust when exposed to the atmosphere, but this doesn’t hurt heat transfer performance. If appearance or initial cleanliness matters to you, a galvanized or painted finish is an easy fix.
Q: What's the minimum order quantity for high frequency welded fin tubes?
A: There’s no strict rule, but taking changeover costs and tooling into account, ordering 500 meters or more of high frequency welding fin tube per run generally gives you the best economics.
Q: Which is better — high frequency welded or laser welded finned tubes?
A: High frequency welding is a solid-state resistance process, ideal for continuous mass production of steel finned tubes. It offers the best cost-performance ratio. Laser welding works well for thin-wall precision tubes or specialized non-ferrous metals, but comes at a higher price. For most industrial projects, a high frequency welded finned tube is the practical choice.
Q: How long from order to delivery?
A: For common materials and standard specs of high frequency welded finned tubes, a well-equipped plant can ship in 20 to 35 days. Special alloy materials will need extra procurement lead time — we’ll confirm the schedule when quoting.
Q: Can you manufacture custom high frequency welded fin tubes?
A: Yes, we specialize in custom solutions. We can manufacture tubes with any base tube size, fin geometry, material, and end finish to meet your exact specifications. Our engineering team will work with you to optimize the design for your application.
Q: What information do you need to quote hf welded finned tubes?
A: Tube OD, wall thickness, fin height, fin thickness, fin pitch, fin profile (solid/serrated), material, total length or quantity, and any special requirements. Send a drawing if you have one. Our engineering team returns a detailed quote within 24 hours.
Start Your High Frequency Welded Fin Tube Inquiry Today — Response Within 12 Hours
Direct Contact
- allen@sanesteel.com
- +8617766383215
- +8617766383215
Whether you know exactly what you need or you’re still evaluating options, SANE Industry’s engineering team is ready to help. Send us your specifications or describe your application — we’ll recommend the right high frequency welded finned tube configuration and return a complete quotation within one business day.
Other Finned Tube Products You May Need


Additional Resources for Engineers and Procurement Teams

High Frequency Welded Fin Tubes vs Laser Welded Fin Tubes
High Frequency welded fin tubes and laser welded fin tubes are two dominant technologies in industrial heat exchange systems, each engineered for distinct operational demands.

What is a Finned Tube Heat Exchanger?
Finned tube heat exchangers are specialized thermal transfer devices designed to enhance heat exchange between two fluids with significantly different heat transfer coefficients. These exchangers

How Does a Fin Tube Radiator Work 2025?
Fin tube radiators, as indispensable heat exchange equipment in modern industrial and civilian fields, play a crucial role in multiple industries including energy, chemical engineering,

What is a fin tube? A complete guide 2025
Fin tubes(Finned tubes), as indispensable high-efficiency heat exchange components in modern industry, significantly enhance heat transfer efficiency by increasing the heat transfer surface area, playing

What is the difference between a bare tube and a finned tube?
Bare tubes and finned tubes represent two fundamental categories of heat transfer components used across various industrial applications. While both serve the purpose of facilitating

What is a finned tube? The use and advantage of a finned tube?
A finned tube is a heat-transfer tube enhanced with metal fins to boost surface area and improve thermal efficiency. It’s widely used in heat exchangers,

What are the differences between seamless and welded Pipe?
Steel pipes are fundamental components in various industries, including oil and gas, construction, automotive, and manufacturing. The two primary types of steel pipes – seamless

How many types of finned tubes are there?
Finned tubes are essential components in heat exchangers, designed to enhance heat transfer efficiency by increasing the surface area available for thermal exchange. These tubes